For the MMA mode there are three additional parameters that can be set by
accessing the SET menu.
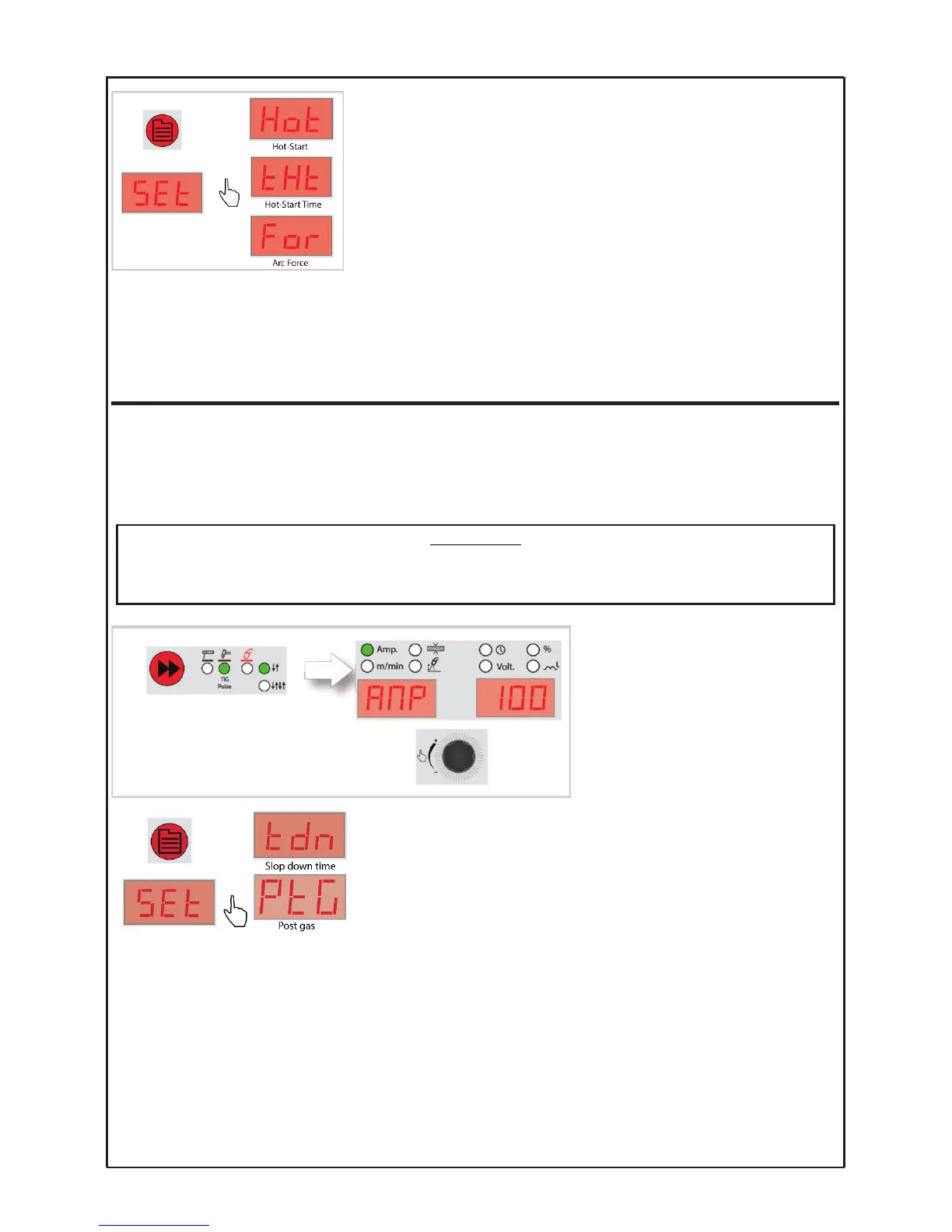
H
ot Start (MMA): Start current level for arc with coated electrode. The value
is referred to as a percentage of the nominal current. A value between 100
and 150% helps in better penetration of the material when starting the weld
bead.
Hot-start time: Time during which the hot-start is applied. Can be set from 0
to 2.5 seconds.
Force-arc (MMA): Regulates the maximum short circuit current to help the
material transfer. A high value helps prevent the electrode sticking to the
work piece and improves the welding quality of cellulosic type electrodes or aluminium alloys.
T
he hot-start feature allows a slightly higher initial power to be supplied to improve the priming and facilitate the crea-
t
ion of the weld. This feature reduces the risk of fusion defects that may appear at the beginning of the weld.
Aeroprocess 2000, 3200 and 3220 equipments have the arc-force feature. This feature assists the transfer of coated
electrode material by adjusting the short-circuit current. If a prolonged short circuit of more than a second occurs, the
anti-stick function is activated (the machine stops supplying power to allow to pull off the electrode).
TIG WELDING OPERATIONS
For TIG welding and TIG pulsed arc welding, you must use a TIG torch ref. 06131 connected to the euroconnector
(only for aeroprocess 2000 and 3220) or the TIG adapter ref. 56210 (all models) for SR17 and SR26 TIG torches. In
this case, the torch has to be connected directly to the external terminals. You must use Ar 100%.
The torch polarity has to be negative (you must change the polarity if you are using an Aeroprocess 2000 machine or
plug the torch to the negative pole if you have an Aeroprocess 3200 or 3220 equipment). The work piece has to be
connected to the positive pole.
Select the TIG mode.
The only adjustable parameter is the
welding current. The other parameters
must be set in the SET menu.
Adjustable parameters in TIG mode:
Tdn: Slope down time of the welding current at the end of the weld bead (in
tenths of seconds).
PtG: post-gas time. Determines the time that gas will be supplied after the
end of welding.
For Aeroprocess 2000, 3200 and 3220, arc ignition for TIG processes is done by contact. Press the electrode lightly
against the work piece (1), press the torch push button and wait for 1 or 2 seconds (the shielding gas will start flowing
and the tungsten electrode will heat up slightly to allow ignition of the arc (2)). Slowly raise the electrode from work
piece while rotating the torch, so that the nozzle remains in contact with the work piece (3). The arc will start and the
amperage will increase to the pre-set level (4).
ATTENTION
To make the change of polarity and/or connect/disconnect accessories, turn off the machine and wait
for a few seconds. Be sure to tighten the inner terminals (Aeroprocess 2000) and external terminals
(Aeroprocess 3200 and 3220) firmly to prevent overheatings.
SOLTER SOLDADURA S.L.
AEROPROCESS
16