A P P L I C A T I O N S – S P O T W E L D I N G
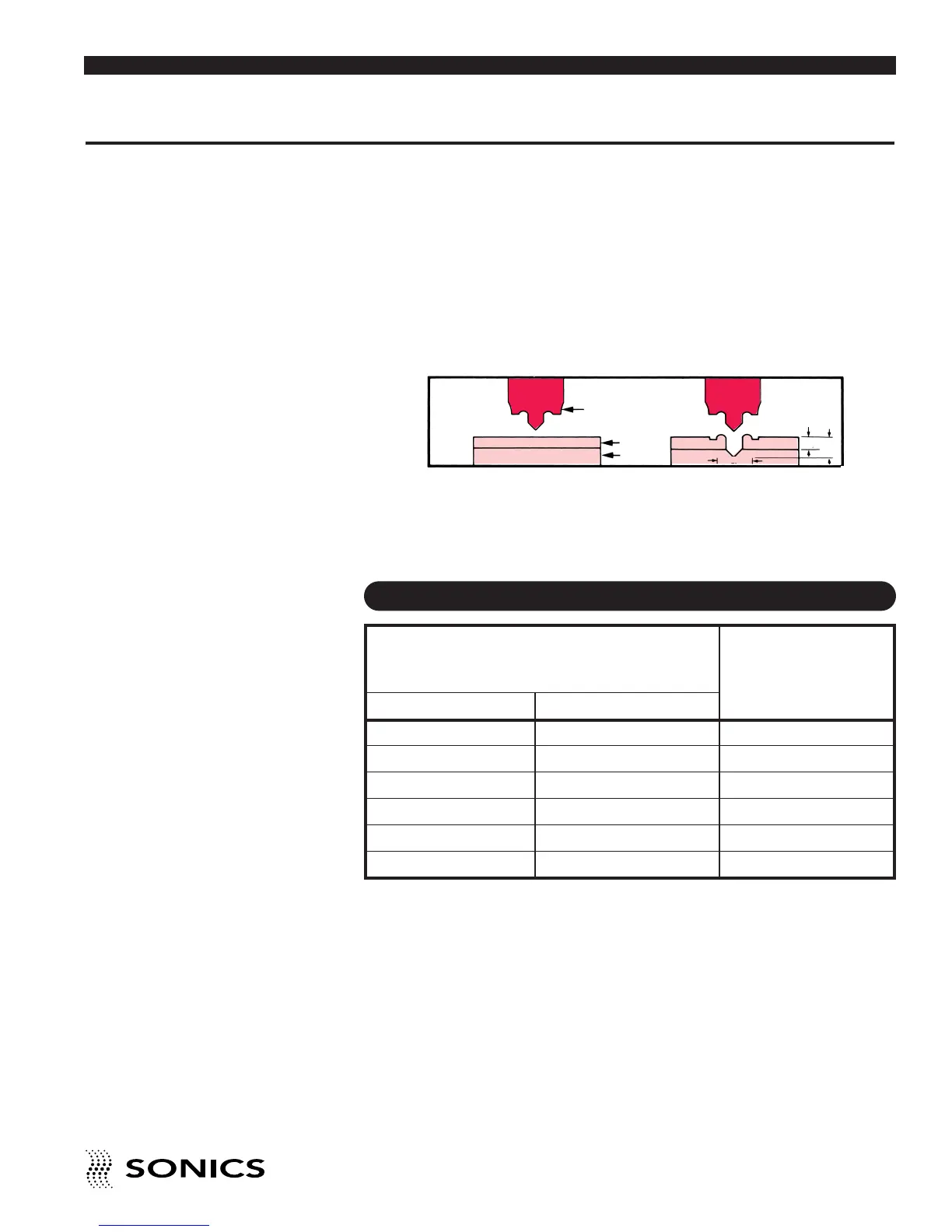
During spot welding, the horn tip penetrates through the top sheet and enters
the bottom sheet to a depth of one half the top sheet thickness. The displaced
molten plastic is shaped by a cavity in the tip to create an annular formation
around the weld. Simultaneously, the molten plastic displaced from the
second sheet flows into the preheated area and forms a permanent molecular
bond. Large thermoplastic parts and applications with hard to reach joining
surfaces can easily be welded together using an ultrasonic spot welder and
standard replaceable tips.
STANDARD THREADED TIPS FOR SPOT WELDING
ORDERING INFORMATION
Specify tip required using code letter.
Example:
Spot weld tip “SA” indicates a tip used for spot welding – 1/32" thick
material.
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
I N S T R U C T I O N M A N U A L • M O D E L H 5 2 0 / H 5 4 0
25
BEFORE
AFTER
PLASTIC
HORN
PLASTIC
3t
t
1.5t
Material Thickness TIP
CODE
inches mm
LETTER
1/32 0.793 SA
3/64 1.190 SB
1/16 1.587 SC
5/64 1.984 SD
3/32 2.381 SE
7/64 2.778 SF
SPOT WELDING