1.剪线凸轮位置的调节
2.动刀、定刀位置的调整
转动上轮,当针杆从最低位置上升5mm时,用手压剪线电磁铁④,使滚珠接触剪线凸轮①
的凹部,然后用定位螺钉②临时紧固。然后把剪线电磁铁④返回原来的位置(离开的位置),
同时旋松定位螺钉②,调整剪线凸轮①,使凸轮端面和切线驱动轴端面之间的间隙为0.5mm,
以40kgf·cm的力矩拧紧定位螺钉②。
当切线驱动轴③的头部超过剪线凸轮时,定刀⑧的前端和动刀⑦的刀刃部位应当啮合
0.2-0.5mm;当不啮合时,在切线驱动轴起过剪线凸轮①的情况下移动刀轴连杆⑥,使定
刀⑧的前端和动刀⑦的刀刃部位相啮合,然后宁紧螺钉⑤。
6
11
14 膝提高度的调节(图18、图19)
1)膝提时的标准高度是10mm。
2)用膝提调整螺钉①可以调节压脚提
升量至13毫米。
3)当压脚提升超过10mm时,不能使
处于最低位置的针杆②底端与压脚③相碰。
图18
图19
①
②
③
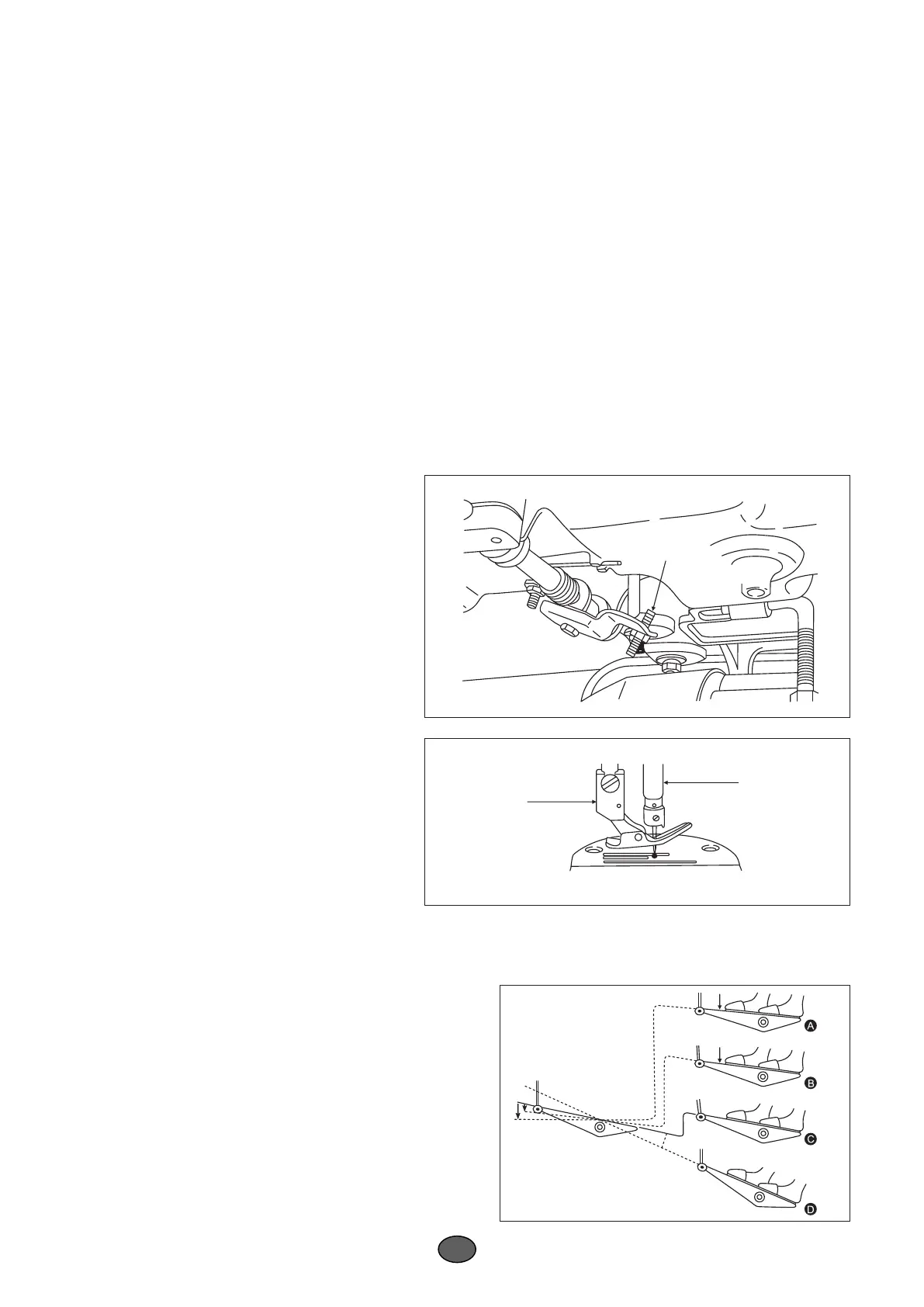
15 踏板操作(图20)
图20
踏板分四个阶段操作:
1)将踏板朝前轻踏,侧低速缝纫(图示B)。
2)进一步朝前踏,就是高速缝纫(图示A)。
3)当踏板恢复到原始状态时,机器停止运转(上
停针或下停针)(图示C)
4)将踏板朝后踏,执行剪线动作(图示C)。
 Loading...
Loading...







