The specific characteristics of this regulation system - Protection for over- and under-voltage in power line:
(INVERTER) i.e. high speed and precise regulation, ensure stops the machine if power supply voltage is too high
a high quality result with both stick electrode and TIG (greater than 460V ac) or too low (lessthan 330V ac).
welding (D.C.). Reset is automatic when voltage returns within limits.
The "inverter" system, regulated at the input of the primary - Short circuit protection: in case there is a short-circuit
mains, also allows for a drastic reduction in the volumes of lasting more than 1.5 sec. (electrode sticking), the
both the transformer and the reactance. This reduction in machine stops. The re-start is automatic.
volume and weight enhances the mobility of the machine.
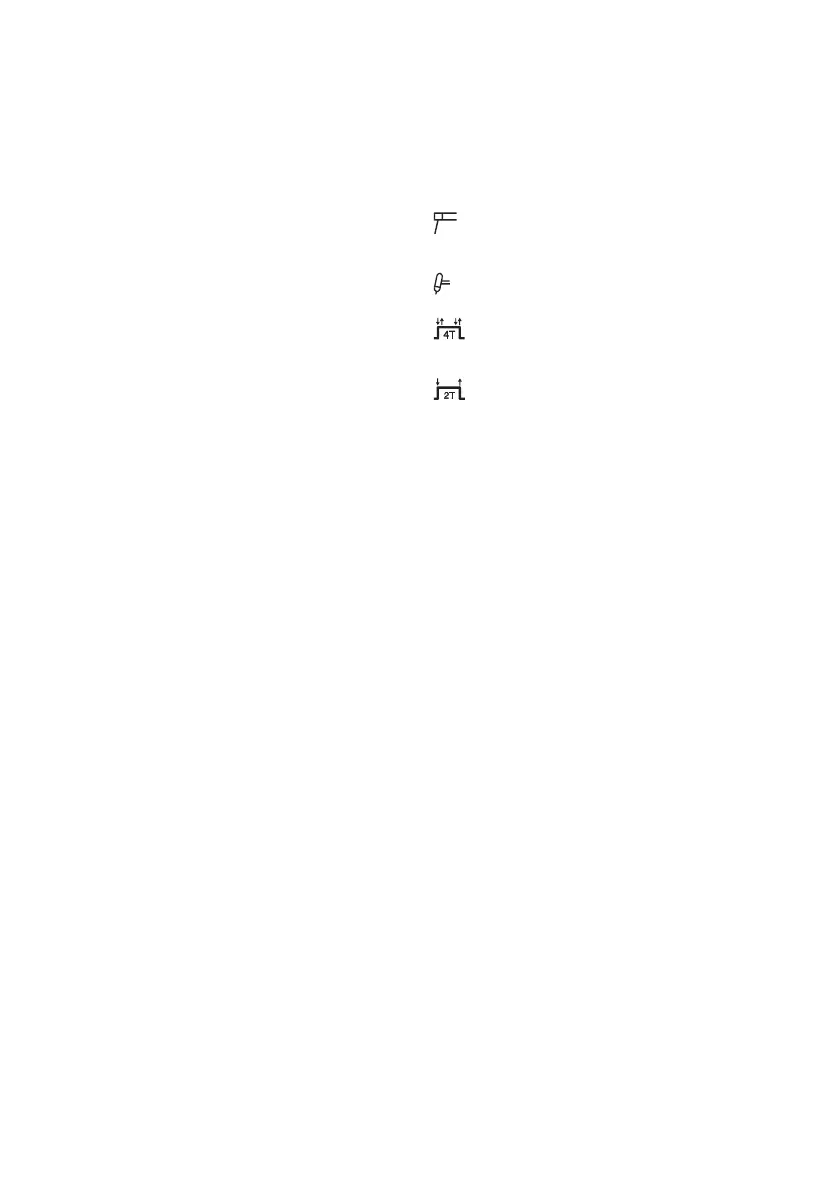
5 - Welding procedure selector (electrode or tig) and torch
The unit is comprised of power modules which have been
button functions (2 or 4 stages):
developed on a specially printed circuit designed to
maximise reliability and reduce maintainance.
WELDING WITH COATED ELECTRODE
Fig. A
(MMA) with selector down
DESCRIPTION :
1 - Mains input threephase, rectifier unit and condenser.
TIG WELDING:
2 - Transistors and drivers switching bridge (IGBT).
It turns the mains rectified voltage into high frequency
alternate voltage (32 kHz) and permits power regulation
Torch button released (4 stages) with selector
according to the current/voltage of the weld to be done.
in the middle
3 - High frequency transformer:
The primary windings are fed by the voltage converted
by Block 2, it has the function of adapting voltage and
Torch button engaged (*) with selector up (*)
current to the values required by Tig or the arc welding
procedure and, simultaneously, isolates the welding
Selection to be adjusted if remote control pedal is used
circuit from the mains.
(see OPTIONS).
4 - Secondary rectifier bridge with inductance:
6- Green LED on indicates machine is receiving power.
this changes the alternate voltage/current supplied by
7- Green LED on indicates presence of output voltage
the secondary windings into continuous current/voltage
(in torch or on electrode).
at a low wave-length.
8- Selector with 2 positions for Tig strike mode: "H. F."
5 - Electronic and regulation board: this instantly checks
mode (high frequency) with selector up, "lift" mode
the value of the welding current against that selected by
the user, it modulates the commands of the IGBT
drivers, which control Regulation.
The control board also determines the dynamic
response of the current transient during the phases of
electrode fusion (instant short circuit), and is
responsible for the safety system. Check the timers for
the gas and the current gradients. Check inlets and
outlets.
6 - HF striking generator
7 - Protective gas electrovalve
8 - Remote regulation
CONNECTION, REGULATION, AND SIGNALLING
DEVICES
Back panel
Fig. B
1 - mains cable 3ph +(PE).
2 - General switch O/OFF - I/ON
3 - Remote regulators connector (v. OPTIONS)
4- Pipe fitting for gas tube connection (gas regulator
cylinder - machine).
Front Panel
Fig. C
1 - Positive quick plug (+) to connect welding cable
2 - Negative quick plug (-) to connect welding cable
3 - Potentiometer to regulate welding current with
graduated scale in Amps, which
also allows regulation during welding.
4 - YELLOW LED: normally off, when ON it means that the
welding current cannot flow due to one of the following
faults:
- Thermal protection: inside the machine the
temperature is excessive. The machine is ON but
does not deliver current until a normal temperature is
reached. Once this happens the re-start is automatic.
with selector down.
9- Current DOWNSLOPE time adjustment potentiometer
(after torch button "OFF"), scale 0-100%. Disabled if
MMA process is selected.
10- POST GAS shield time adjustment potentiometer
scale 0-100%. If MMA process is selected it regulates
ARC FORCE.
11- Connector for attaching TIG torch gas pipe.
12- Connector for attaching torch button cable.
OPTION:
- Remote control pedal: as well as allowing continuous
welding current adjustment according to the foot
pressure exerted on the pedal, this can also be used to
start and stop the weld (stopping in the rest position)
without using the torch button. The current is adjusted
from 0 to the maximum setting on the main potentiometer
if the TIG process is selected (only 2 T, it does not work in
4T), and for MMA from 0 to the absolute maximum.
- Remote control for one potentiometer. This can be
used to adjust the welding current, directly from the
workstation, by turning a knob. The welding current is
adjusted from 0 to the maximum setting on the main
potentiometer if the TIG process is selected (2 or 4T), and
from 0 to the absolute maximum if the MMA process is
selected.
- Remote control for two potentiometers. The welding
current is adjusted (it functions like the control of one
potentiometer. The other potentiometer adjusts the post
gas if the TIG process is selected, while it adjusts the Arc
Force if the MMA process is selected.
CAUTION:
The remote adjustment elements are active also when
the selector is in the "electrode" position (M.M.A.).
OPTIONAL EQUIPMENT:
- TIG welding torch (4m), ready for welding, provided with
11