1009
1.3 Tabelle Der Verwendeten Symbole
Beachten Sie, dass nur einige der nachfolgend aufgeführten Symbole für Ihr Modell gelten.
EIN
AUS
Gefährliche
Spannung
Aufregeln /
Abregeln
Leistungsschalter
Wechselstrom-
Hilfsversorgung
Sicherung
Stromstärke
Spannung
Hertz
Frequenz
Minuskabel
Plus
Gleichstrom (DC)
Erdung
Kabel
Kabelanschluss
Hilfsstromver-
sorgung
Auslegung der
Steckdose für
Hilfsstromversorgung
Einphasig
Dreiphasig
Dreiphasiger statischer
Frequenzumsetzer-Trans-
formator-Gleichrichter
Fern
Prozent
Einschaltdauer
Bedienteil / vor Ort
Mantelelektroden-
schweißen
(SMAW)
MIG-Schweißen
WIG-Schweißen
Kohlelichtbogen-
Pressluftschneiden
Konstantstrom
Konstantspannung
oder Konstant-
potential
Temperatur zu hoch
Störungsanzeige
Lichtbogenkraft
Berührungszündung
(WIG)
Verstellbare
Induktivität
Spannungseingang
Drahtvor-
schubfunktion
Drahtvorschub zum
Werkstück bei ausgeschal-
teter Ausgangsspannung
Schweißpistole
Ausblasen mit Gas
Durchlauf-
schweißmodus
Punktschweiß-
modus
Punktschweißzeit
Vorströmzeit
Nachströmzeit
Zweistufiger
Schalterbetrieb
Zum Starten des Drahtvorschubs
und zum Schweißen drücken,
zum Stoppen loslassen.
Vierstufiger
Schalterbetrieb
Zum Vorströmen drücken und
halten, zum Zünden des Lichtbogens
loslassen. Zum Abschalten des Lichtbo-
gens drücken, zum Nachströmen halten.
Rückbrennzeit
Zoll pro Minute
Meter pro Minute
Siehe Hinweis
Siehe Hinweis
Impulsschweißen
Sicherheitshinweise
2.1 Kurze Zusammenfassung
Zusammenfassung
2.2 Funktionsprinzip
MIG145 / MIG185 / MIG225 / MIG255 / MIG295 Schweißgeräte übernehmen die neuste
Puls-Weiten-Modulationstechnologie (PWM) und ist einem IGBT (insulated gate bipolar
transistor) Antriebsmodul, die Arbeitsfrequenz in Mittelfrequenz umwandeln und den urspr-
ünglich großen Frequenzumformer durch einen kleineren Mittelfrequenztransformator aus-
tauschen kann, ausgestattet. Somit kennzeichnet es sich durch Mobilität, Kompaktheit,
geringes Gewicht und niedrigen Verbrauch.
MIG145 / MIG185 / MIG225 / MIG255 / MIG295 Eigenschaften:
◆ MCU Kontrollsystem, reagiert sofort auf alle Veränderungen.
◆ Hochfrequenz und Hochspannung für die Lichtbogenzündung, um den Erfolg der entzün-
deten Lichtbogen zu gewährleisten.
◆ TIG / DC-Betrieb, wenn die Wolfram-Elektrode das Werkstück beim Schweißen berührt,
tritt Kurzschlussstrom auf, um den Wolfram zu schützen.
◆ Einfache Wahl von Material / Drahtdurchmesser und das gespeicherte Fachwissen
steuert den Schweißprozess automatisch.
◆ Intelligenter Schutz: Überspannung, Überstrom, Überhitzung, wenn die oben aufge-
führten Probleme auftreten, ist die Warnungslampe auf der Vorderseite eingeschaltet
und der Ausgangsstrom wird ausgeschaltet. Es führt zu Selbstschutz und verlängert
den Nutzdauerzyklus.
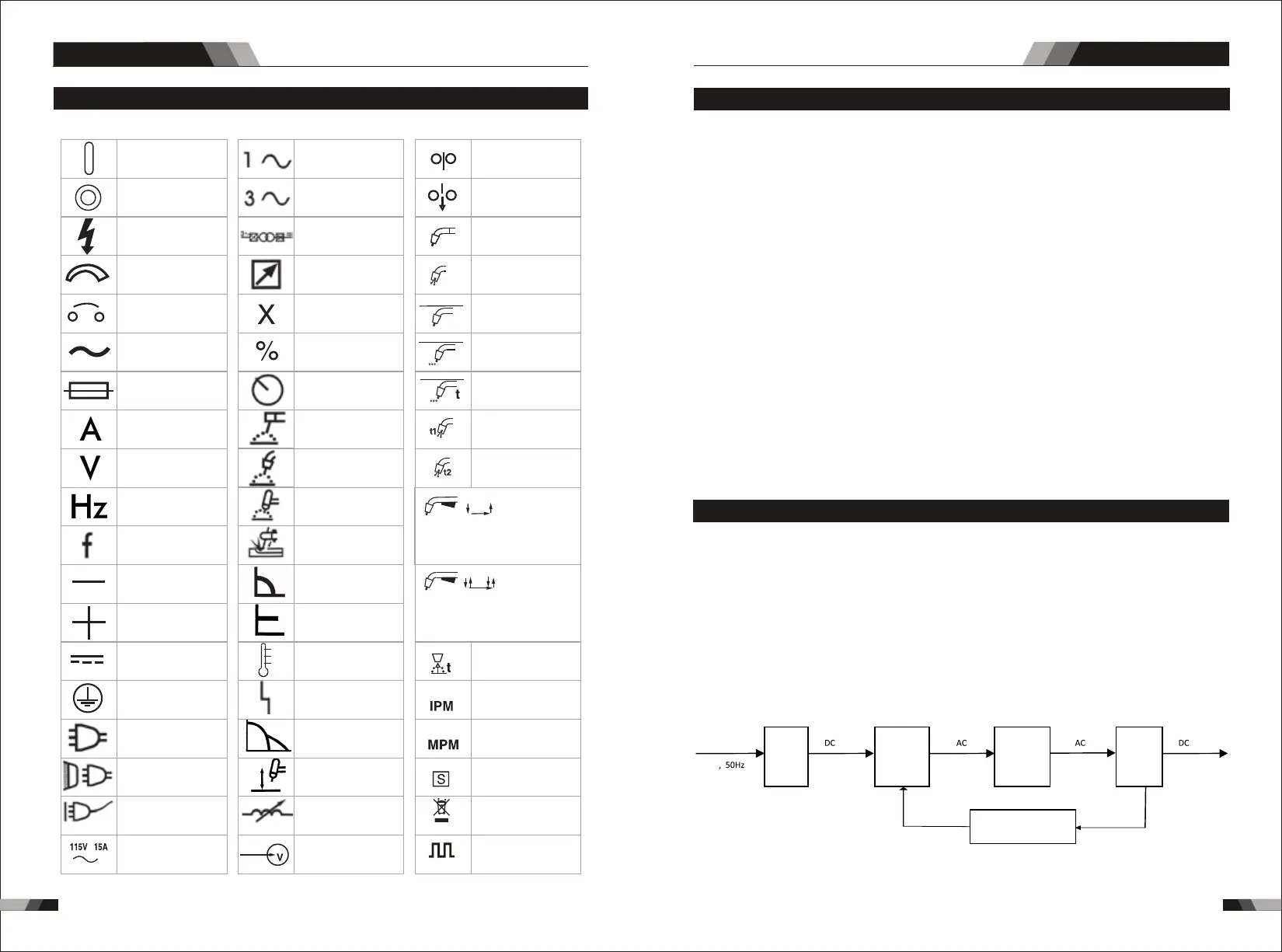
Das Arbeitsschema der MIG145 / MIG185 / MIG225 / MIG255 / MIG295 Schweißmaschinen
ist in der folgenden Abbildung dargestellt. Zum beispiel einphasige 230 V Arbeitsfrequenz AC
wird in DC (etwa 312 V) gleichgerichtet, dann wird durch Wechselrichtergerät (IGBT-Modul)
auf Mittelfrequenz AC (ca. 20 – 40 kHz) umgerüstet, nach Spannungsreduzierung durch
Mittelwandler (Haupttransformator) und Gleichrichter Mittelfrequenz-Gleichrichter (schnelle
Wiederherstellung Dioden) wird DC ausgegeben, indem es IGBT-Modul gibt. Der Stromkreis
nimmt gegenwärtige Rückkopplung-Steuerungstechnologie an, um gegenwärtige Ausgabe
stabil zu versichern. Unterdessen kann der Schweißstromparameter kontinuierlich und stufenlos
eingestellt werden, um den Anforderungen des Schweißfahrzeugs gerecht zu werden.
230V
Einphasig.
AC
Strom-
richter
Wechsel-
richter
Trans-
forma-
tor
Wechsel-
richter
Stromrückkopplungs-
kontrolle
MIG SERIENAUSRÜSTUNG
MIG SERIENAUSRÜSTUNG