Group
21 Reeondition
ing
engine
Cylinder head, e/eaning, inspeet
ion
(
=
,
..
St
e
llit
e
131
!i5O
1319
1.7-2.3 rnm
(Ö
.
Ö5;2_~
.
~749l!!}
'lG
n-
~~
(O
.
0670-0
.
0906
in)
"'
T"4
_5_
•.
~~
I
~~~~
i
~
11
9 861
In
let
Exheust
46
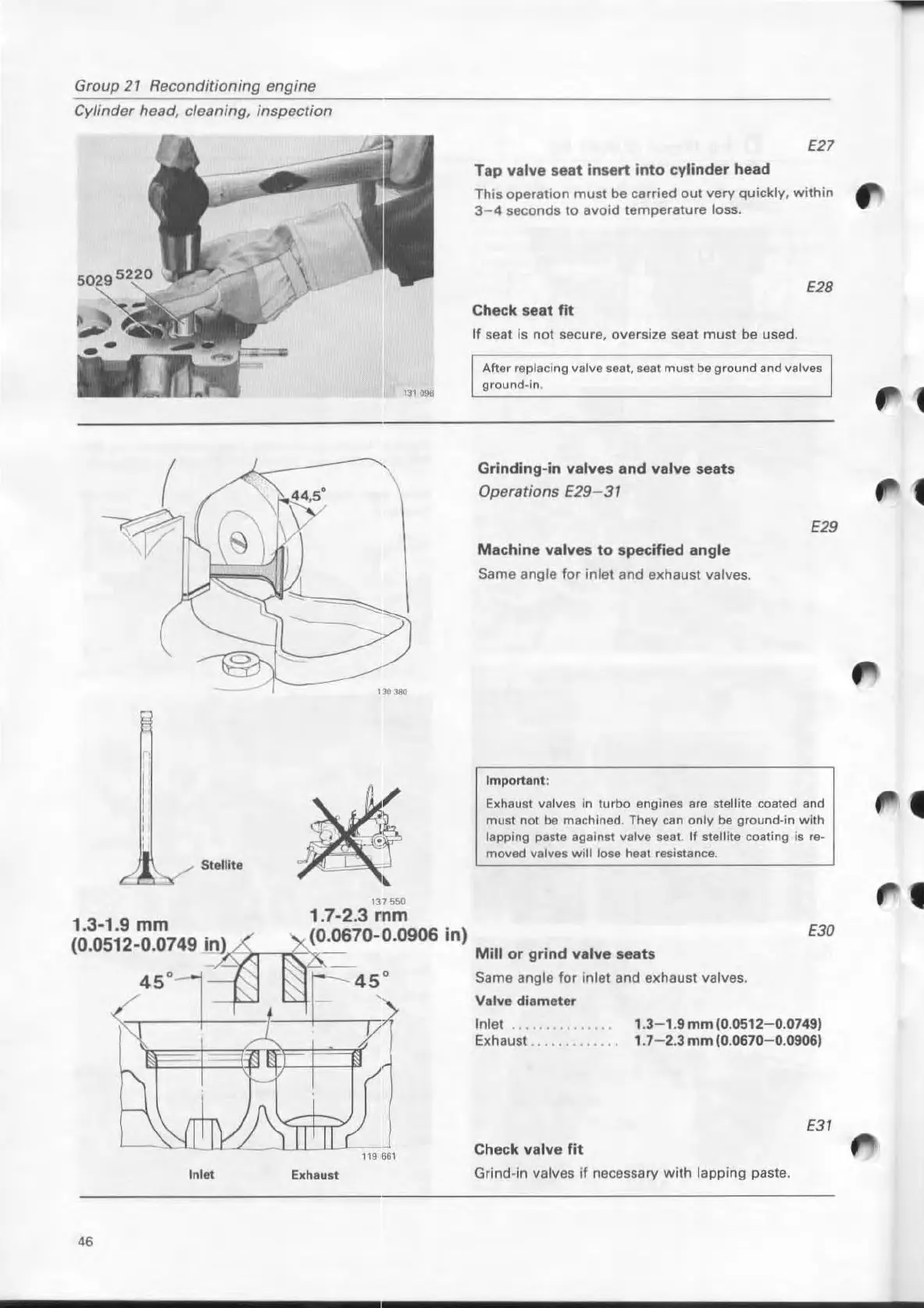
E
27
Tap valva
saa
t in
sa
rt
i
nto
cylinder
head
This operation
must
be carried
out
very
quickly,
with
in
3- 4 seconds to avoid temperature loss.
E28
Check
seat
fit
If seat
is
not secure, oversize
sea
t
mu
st
be
used.
After
replacing valve seat,
leat
must
be
ground
and valves
ground
-in.
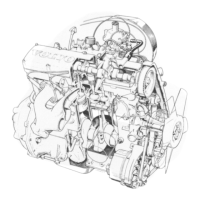
Grinding-in valves
and
valve
seats
Operations E29-
37
Machine valves
to
specified
angle
Same angle
for
inlet and exhaust valves.
Importent
:
E29
Exhaust
va
lves
in
turbo
engines are stellite coated and
must
not
be machined. They
ca
n
on
ly
be
ground-in
wi
th
lapping paste against valve seat.
If
stellite coating is re-
moved
valves
will
lose heat resista nce.
Mill
or
grind valve
seats
Same angle
for
in
let and exhaust valves.
Valve
di
a
meter
E
30
Inlet
Exhaust .
1.3- 1.9
mm
(0.0512- 0.0149)
1.7- 2.3
mm
(0
.0670- 0.0906)
E31
Check valve fit
Grind-in valves if necessary with lapping past
e.
1