Kunststoffschweißtechnik
Welding Table Chapter 6
20
2
14
16
19
21
24
27
29
32
34
37
40
42
45
47
50
53
19
2
13
15
18
20
23
25
28
30
33
35
38
40
43
45
48
50
18
2
12
15
17
19
22
24
26
29
31
33
36
38
40
43
45
47
17
2
12
14
16
18
20
23
25
27
29
32
34
36
38
40
43
45
16
2
11
13
15
17
19
21
23
26
28
30
32
34
36
38
40
42
15
2
10
12
14
16
18
20
22
24
26
28
30
32
34
36
38
40
14
2
10
11
13
15
17
19
21
22
24
26
28
30
32
33
35
37
13
2
9
11
12
14
16
17
19
21
23
24
26
28
29
31
33
34
12
1,5
8
10
11
13
15
16
18
19
21
22
24
26
27
29
30
32
11
1,5
8
9
11
12
13
15
16
18
19
21
22
23
25
26
28
29
10
1,5
7
8
10
11
12
14
15
16
17
19
20
21
23
24
25
27
9
1,5
6
8
9
10
11
12
13
15
16
17
18
19
20
22
23
24
8
1,5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
7
1,5
5
6
7
8
9
10
11
11
12
13
14
15
16
17
18
19
6
1
4
5
6
7
8
8
9
10
11
11
12
13
14
15
15
16
5
1
4
4
5
6
6
7
8
8
9
10
10
11
12
12
13
14
4
1
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
3
0,5
2
3
3
4
4
4
5
5
6
6
6
7
7
8
8
8
2
0,5
2
2
2
3
3
3
3
4
4
4
4
5
5
5
5
6
23
1
0,5
1
1
1
2
2
2
2
2
2
2
2
3
3
3
3
3
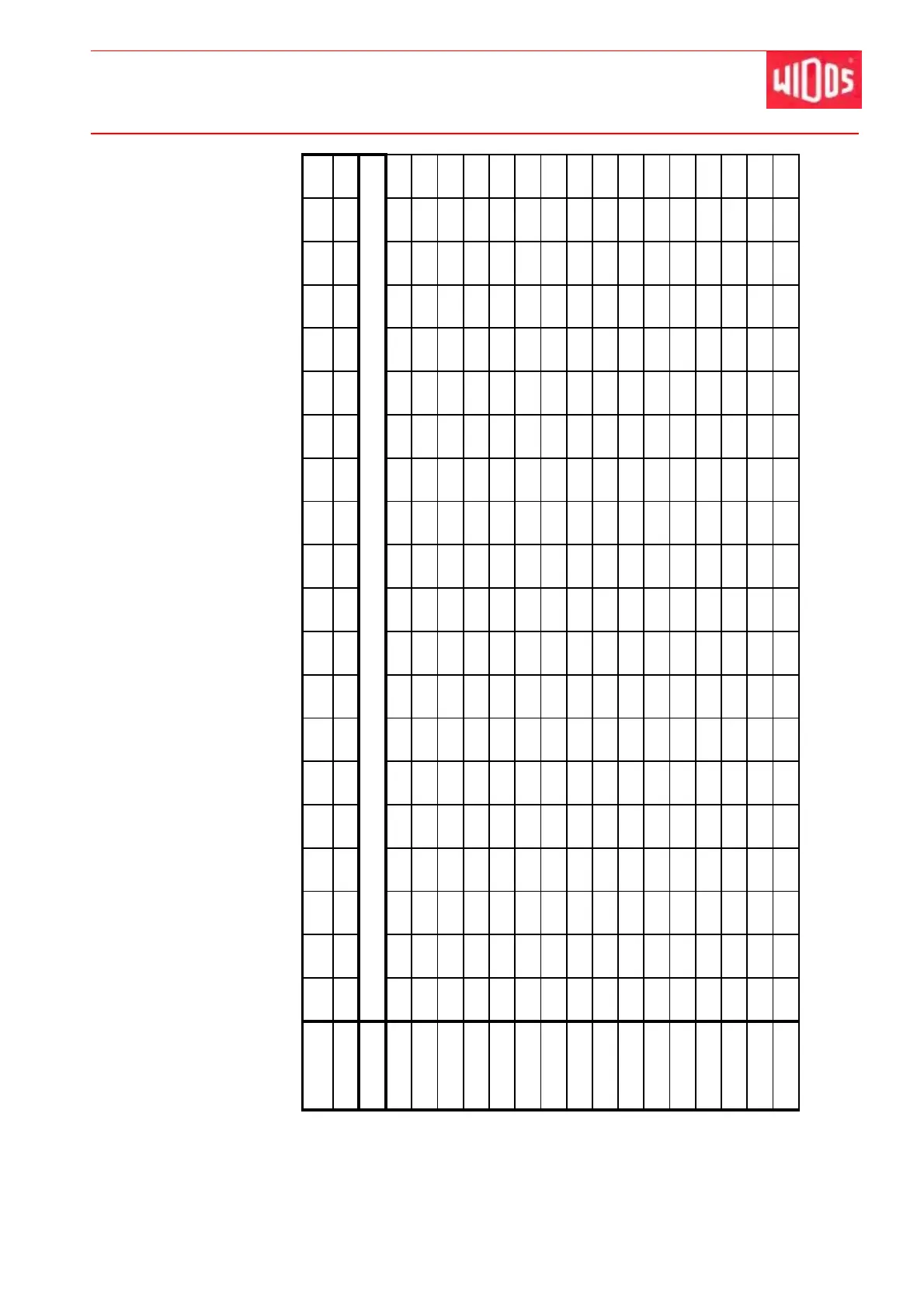
PE 80
PE 100
1 kp =
Tickness
Bead height
Lenght
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
Table for PE
Heating up time = 10 x wall thickness [sec]
Cooling down time under joining pressure = 1,333 * wall thickness [min]
The standard value for the heating element temperature is between 200° C - 220° C.
J o i n i n g p r e s s u r e
[bar]
For
smaller
wall thickness higher temperatures should be relized.
The standard value for the heating element temperature is 220° C.
The change-over and pressure building up time should be realized with PE 100 as fast as possible!
N; For the given adjusting and welding pressure the movement pressure of the welding slide has to be added!
10.12.2013 Working Instructions WIDOS PSM 20 page 24 / 1 of 31