21
Manual Arc Welding
When put ‘welding mode selection switch’ on ‘arc welding’ and Dc/pulse select switch on DC position,
it can be used as manual arc welding.
Choose Parameter setting knob enter into welding current parameter setting to adjust welding current
and also can enter into pushing force current parameter setting to adjust pushing force current.
DC TIG Welding
When put welding mode selection switch on TIG welding and put DC/ pulse select switch on DC
position, Put Steps 2/4 option switch on step 2, it can be used as DC TIG Welding.
Choose Parameter setting knob enter into welding current parameter setting to adjust welding current
and also can enter into current increasing time parameter setting to adjust increasing time, enter into
current decreasing time parameter setting to adjust decreasing time.
Choose Parameter setting knob enter into Postflow Time parameter setting to adjust Postflow Time.
Choose Parameter setting knob enter into Preflow Time parameter setting to adjust Preflow Time.
DC Pulse TIG Welding
When put welding mode selection switch on TIG welding and put DC/pulse select switch on DC
position, Put Steps 2/4 option switch on step 2, it can be used as Pulse TIG Welding.
Choose Parameter setting knob enter into pulse welding current parameter setting to adjust Pulse
welding current.
Choose Parameter setting knob enter into Pulse background current parameter setting to adjust Pulse
background current.
Choose
Parameter setting knob enter into pulse frequency parameter setting to adjust pulse frequency.
Choose Parameter setting knob enter into duty cycle parameter setting to adjust duty cycle.
Choose Parameter setting knob enter into current increasing time parameter setting to adjust increasing
time.
Choose Parameter setting knob enter into current decreasing time parameter setting to adjust
decreasing time.
Choose Parameter setting knob enter into Post flow Time parameter setting to adjust Post flow Time.
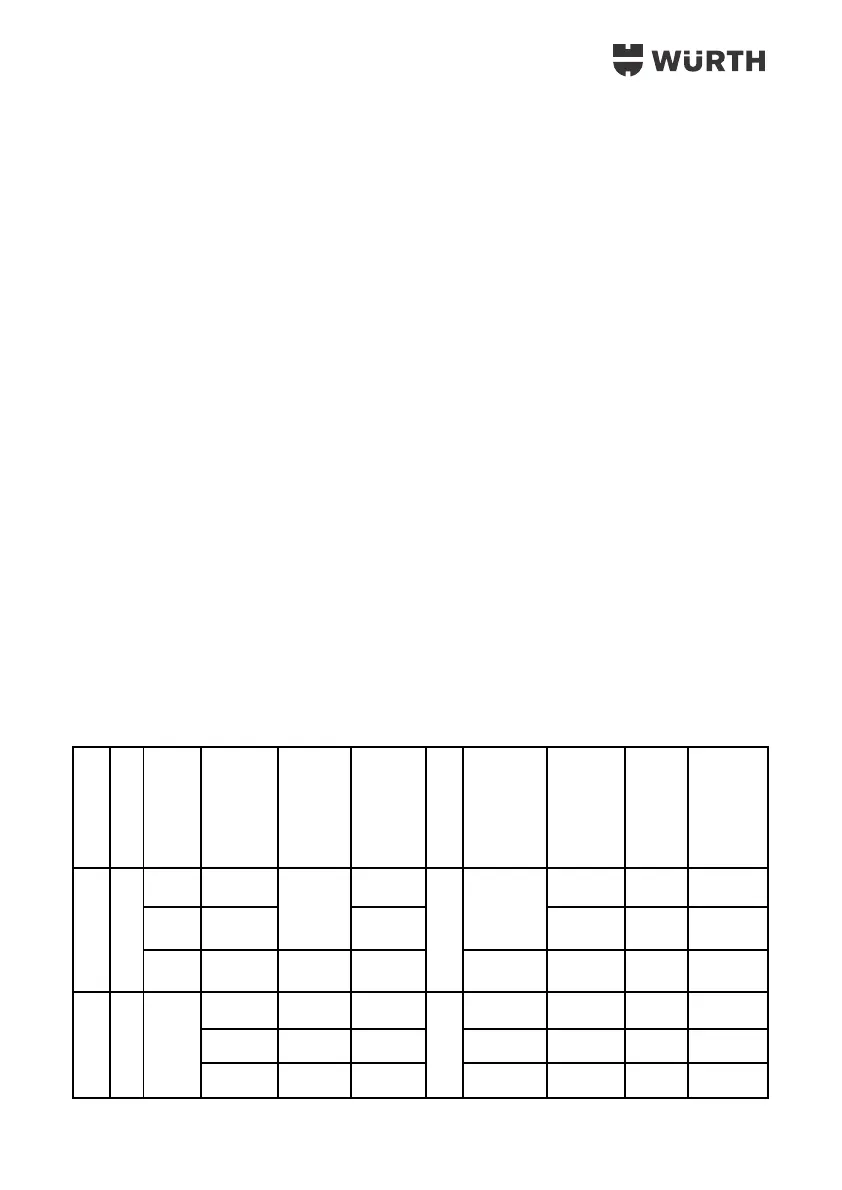
Welding regulations parameter table (only for reference)
Mode
Material Type
Designed Joint
Work
Thickness
(mm)
Wire Dia
Φ
(mm)
Welding
Current
(A)
Polarity
Argon
Flow
(dm
3
/min)
Tungsten
Stick Dia
Φ
(mm)
Angle
Top Dia
Φ
(mm)
DC
Stainless Steel
Vertical
Joint
1.6
~
3.0
1.6
~
2.5
50
~
90
DC Positive
8
~
12
1.0
12
~
20° 0.12
~
0.25
V
groove
>3.0
~
6.0 70
~
120
1.6
25
~
30° 0.50
~
0.75
X
groove
>6.0
~
12 2.5
~
3.2 100
~
150 10
~
14
2.4
35
~
45° 0.75
~
1.10
Arc weelding
Carbon steel
Joint
≤ 4 3.2
160
~
210
/ / / /
4
~
12 3
~
4 210
~
270
/ / / /
>12 ≥ 4
260
~
300
/ / / /

 Loading...
Loading...






