78
Dugmetom za izbor parametara ući u izbor perioda pada struje, kako bi se zadala vrednost perioda
pada struje.
Dugmetom za izbor parametara ući u izbor parametara za period naknadnog isticanja gasa, kako bi
se podesilo ovo vreme.
Tabela parametara za podešavanje zavarivanja (informativni podaci)
Režim
Tip materijala
Oblik
spoja
Debljina
radnog
predmeta
(mm)
Prečnik
žice
Φ
(mm)
Struja
zavari-
vanja
(A)
Polaritet
Protok
argona
(dm
3
/min)
Prečnik
elektrode
od
volframa
Φ
(mm)
Ugao
Prečnik
vrha
Φ
(mm)
DC
Nerđajući čelik
Vertikalni
spoj
1.6
~
3.0
1.6
~
2.5
50
~
90
DC Pozitivni
8
~
12
1.0
12
~
20° 0.12
~
0.25
V žljeb
>3.0
~
6.0 70
~
120
1.6
25
~
30° 0.50
~
0.75
X žljeb
>6.0
~
12 2.5
~
3.2 100
~
150 10
~
14
2.4
35
~
45° 0.75
~
1.10
Elektrolučno
zavarivanje
Ugljenični čelik
Spoj
≤ 4 3.2
160
~
210
/ / / /
4
~
12 3
~
4 210
~
270
/ / / /
>12 ≥ 4
260
~
300
/ / / /
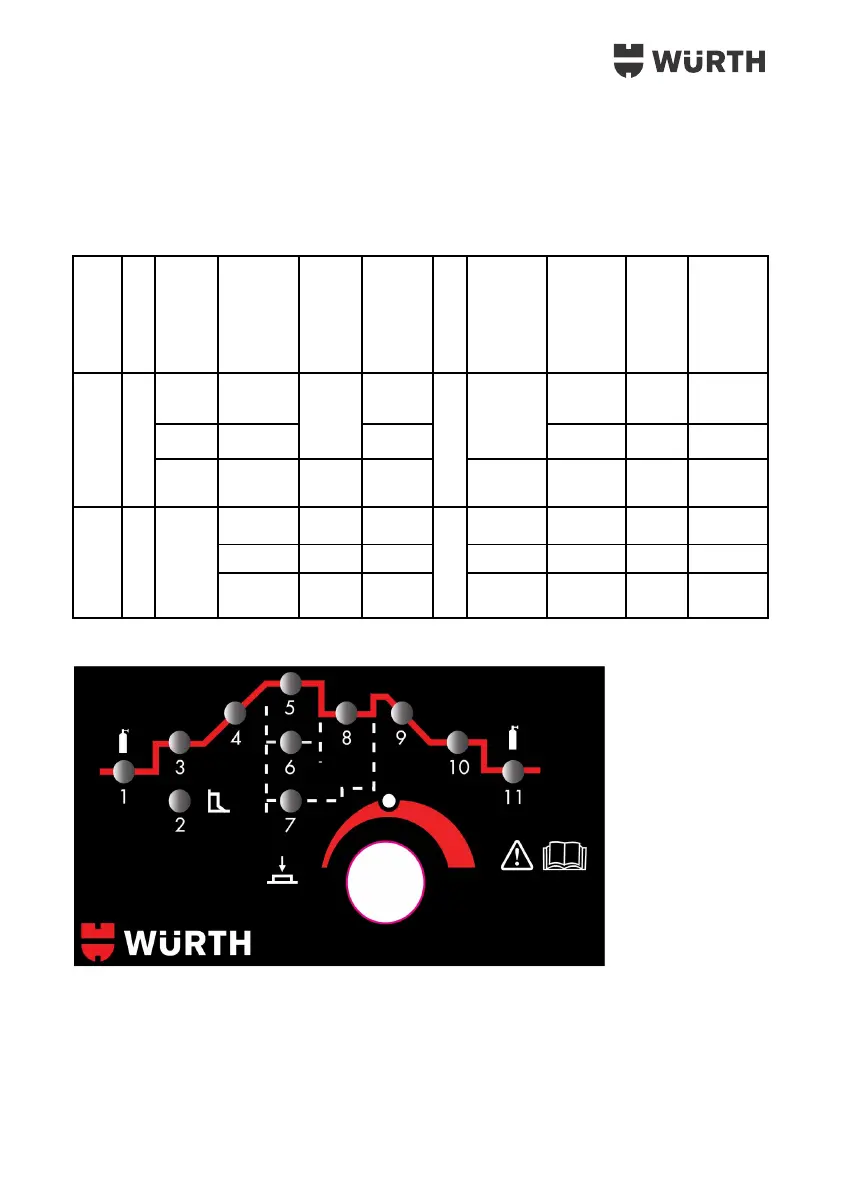
Izgled prednjeg panela sa funkcionalnostima
1- Vreme isticanja gasa pre uspostavljanja luka [s]
2- Arc force održavanje konstante struje [%] - dostupno samo u REL režimu
3- Početna struja zavarivanja [A] - dostupna na 4T TIG zavarivanju
4- Vreme potrebno od početne do izabrane radne struje [s] - dostupno na 4T zavarivanju

 Loading...
Loading...






