Design and function
MIG/MAG welding
26
099-004839-BOC01
10.11.2009
• Insert the end of the tube package through the strain relief of the tube package and lock by turning to
the right.
• Insert the plug on the welding current lead into the welding current connection socket "+" and lock.
• Insert cable plug on the control lead into the 7-pole connection socket and secure with crown nut (the
plug can only be inserted into the connection socket in one position).
Where applicable:
• Lock connecting nipples of the cooling water tubes into the corresponding rapid-action closure
couplings:
Return line red to rapid-action closure coupling, red (coolant return) and
supply line blue to rapid-action closure coupling, blue (coolant supply).
5.8 MIG/MAG welding
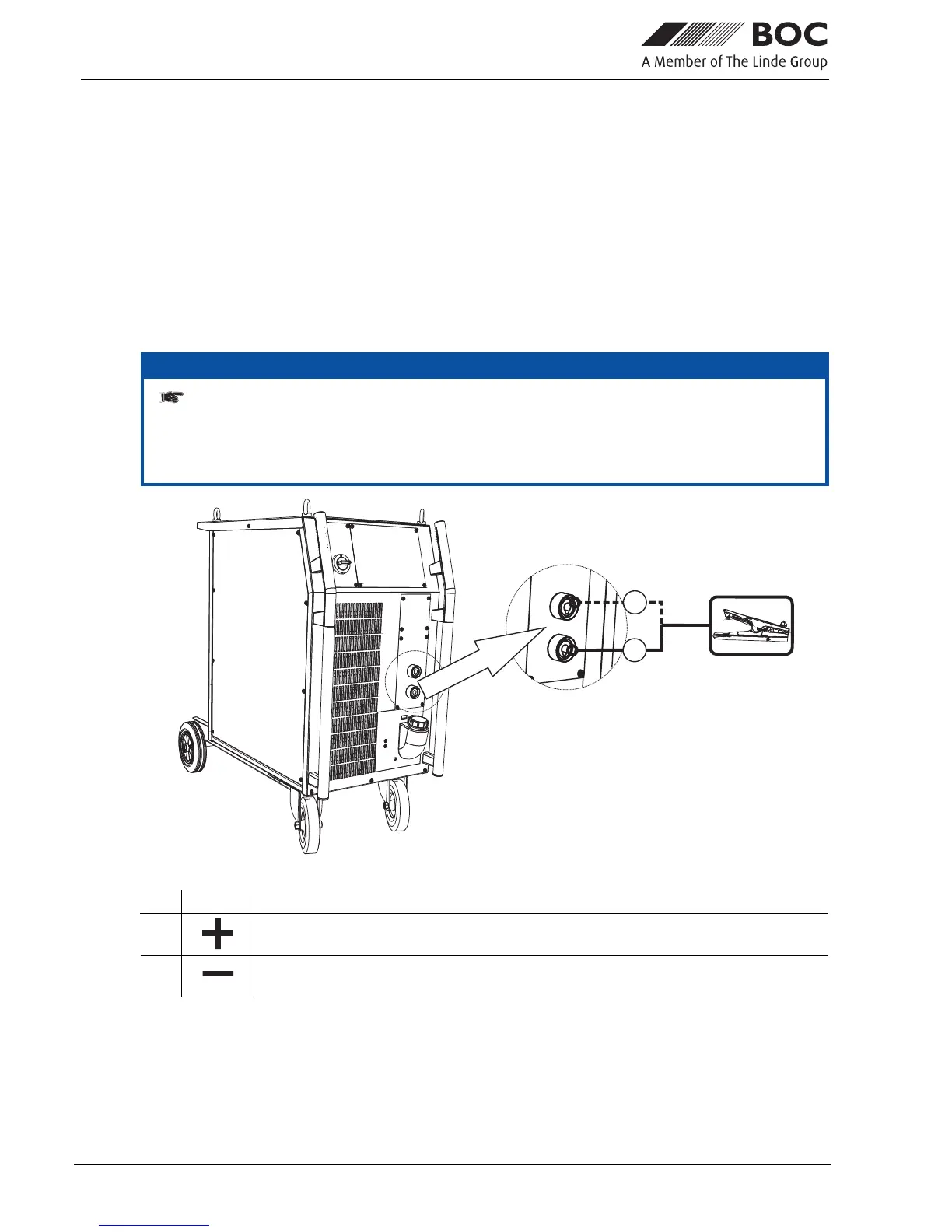
5.8.1 Connection for workpiece lead
NOTE
Note the polarity of the welding current!
Some wire electrodes (e.g. self-shielding cored wire) are welded using negative polarity.
In this case, the welding current lead should be connected to the "-" welding current
socket, and the workpiece lead should be connected to the "+" welding current socket.
• Observe the information from the electrode manufacturer!
1
2
Figure 5-4
Item Symbol Description 0
Connection socket, "+" welding current
1
• MIG/MAG cored wire welding: Workpiece connection
"-" welding current connection socket
2
• MIG/MAG welding: Workpiece connection
• Insert the plug on the workpiece lead into the "-" welding current connection socket and lock.