250 - 450 Sonifier Chapter 6: Operation
User’s Manual Operating Considerations
100-413-016 Rev. C 6 - 5
6.2.2 Vessel Capacity and Speed of Temperature Rise
The smaller the volume, the more difficult the cooling procedure becomes. For
example, using any given power input, to treat 5 ml for a long period, would
require a cooling bath of approximately -35 C to maintain the sample at or below
5 C. In comparison, the processing of 200 ml would require a cold bath of only 0
C.
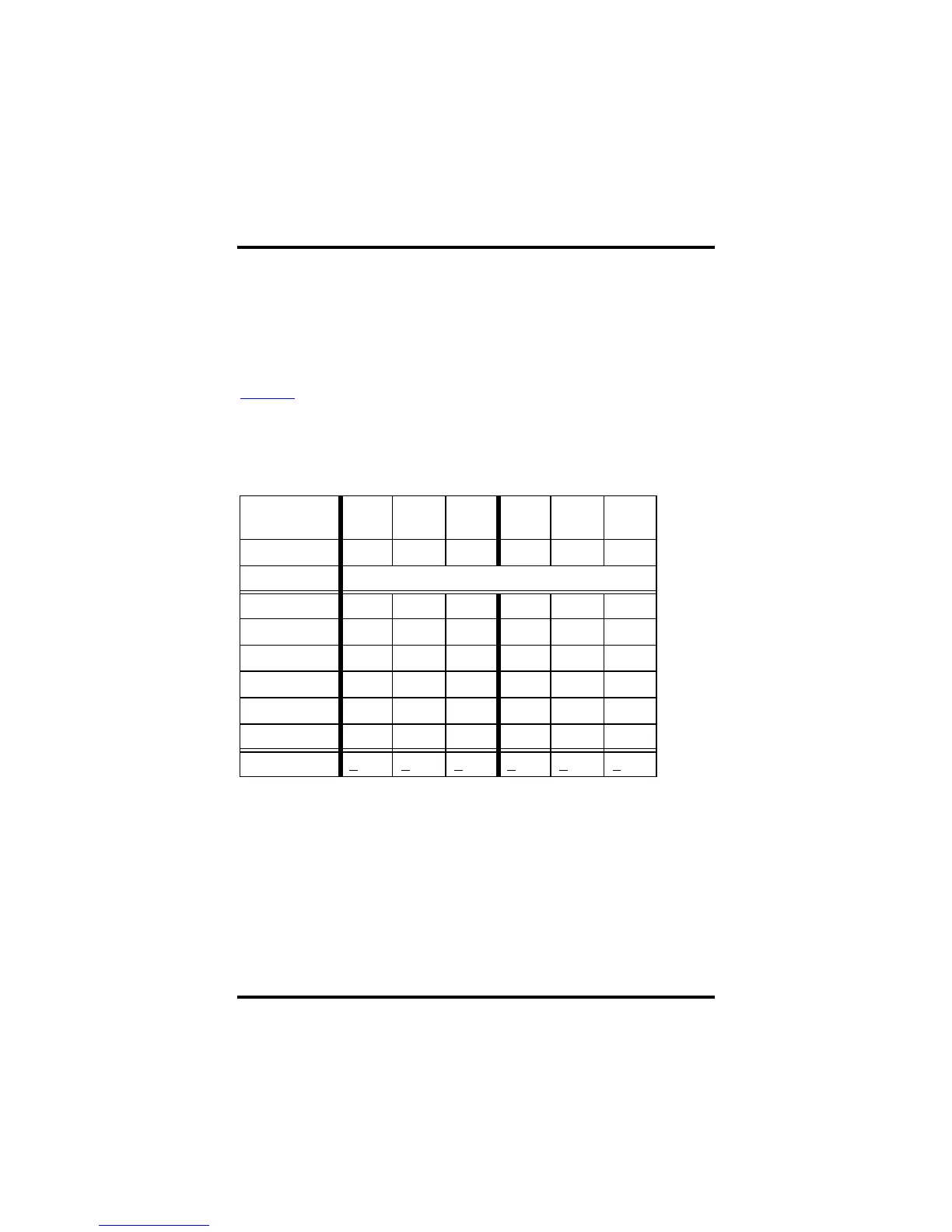
Table 6.1 shows typical temperature rises for sample sizes of 25 ml and 100 ml,
using a 250 Sonifier. A polyethylene container was used, with a 1/2” (12.7 mm)
diameter probe with a probe depth of 1/2 inch (12.7 mm), and a starting tempera-
ture of 25º. “Average Diff.” was the average difference among duplicate runs.
6.2.3 Minimizing Undesirable Factors
Other factors may be detrimental to enzyme or biological activity and can reduce
the effectiveness of ultrasonic processing. Minimize undesirable factors, as fol-
lows:
Table 6.1 Temperature Rise Variations
Sample Size 25 ml 100m
l
Power Level 3 7 10 3 7 10
Seconds Temperature after sonic time
30 30º 35º 42º 26.5º 27.5º 29.3º
60 34º 45º 55.6º 27.5º 30.3º 33.5º
120 42º 61º 78º 30º 35º 41.3º
180 48.5º 74º 90º 32º 39.3º 48º
240 54.5º 82.5º 95º 34º 44º 54.5º
300 60º 88 95º 36º 48º 60º
Average Diff +0.7º +0.4º +0.4º +0º +0.2º +1.6º