TRANSMIG 350i, 450i, 550i
INSTALLATION, OPERATION AND SETUP
3-24 Manual 0-5205
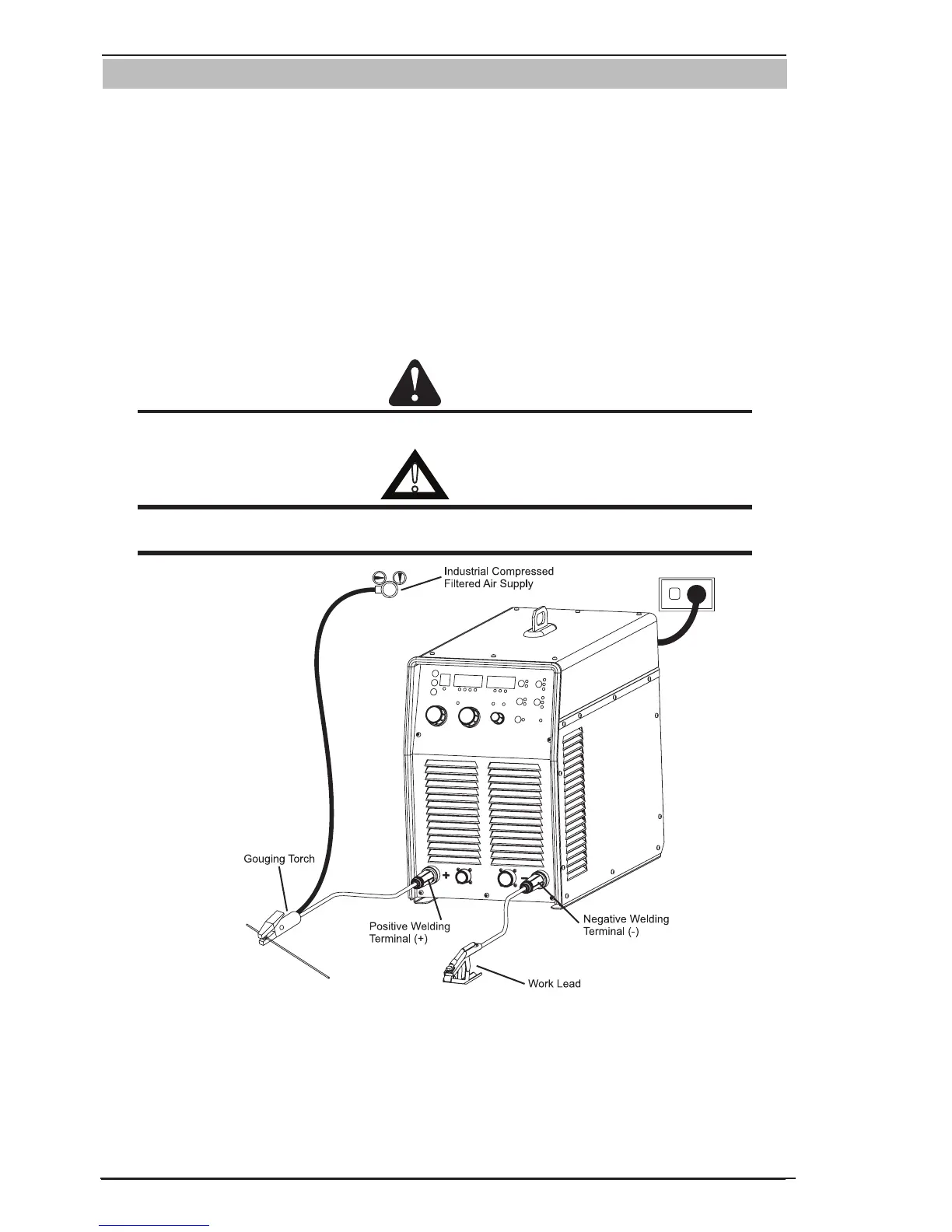
3.12 Setup for GOUGING (Transmig 550i only)
A. Remove all packaging materials. Do not block the air vents at the front or rear of the Power Source.
B. Connect the Carbon Arc Gouging Torch to the positive welding terminal (+). If in doubt, consult the car-
bon electrode manufacturer. Welding current flows from the Power Source via heavy duty bayonet type
terminals. It is essential, however, that the male plug is inserted and turned securely to achieve a sound
electrical connection.
C. Connect the work lead to the negative welding terminal (-). If in doubt, consult the electrode manufacturer.
Welding current flows from the Power Source via heavy duty bayonet type terminals. It is essential, however,
that the male plug is inserted and turned securely to achieve a sound electrical connection.
D. Connect the air hose from the Carbon Arc Gouging Torch to a Filtered, Industrial, Compressed air outlet
and set pressure to the Carbon Arc Gouging Torch manufacturers specification.
E. Select STICK / GOUGING mode with the process selection control button (Transmig 550i only).
CAUTION
Refer to Section 2.10 & 2.11 for Gouging Ratings and Duty Cycle Period.
!
WARNING
Before connecting the work clamp to the workpiece make sure the mains power supply is
switched off.