21
CHANGING GEARS FOR SCREW CUTTING
The leadscrew is driven via a gear train, The gear ratio will therefore determine the
rotational speed of the leadscrew with relation to the spindle. i.e. one turn of the
spindle will turn the leadscrew an amount determined by the gear ratio.
By setting the gears to a known ratio, we can therefore produce threads to a known size.
As previously mentioned, the actual thread produced will be totally dependant
upon the profile of the cutting tool. It is not within the scope of this manual to
provide detailed information regarding types of cutting tool, cutting speeds and
working with various types of material etc., and it is strongly advised that you consult
appropriate handbooks or seek advice from a qualified person.
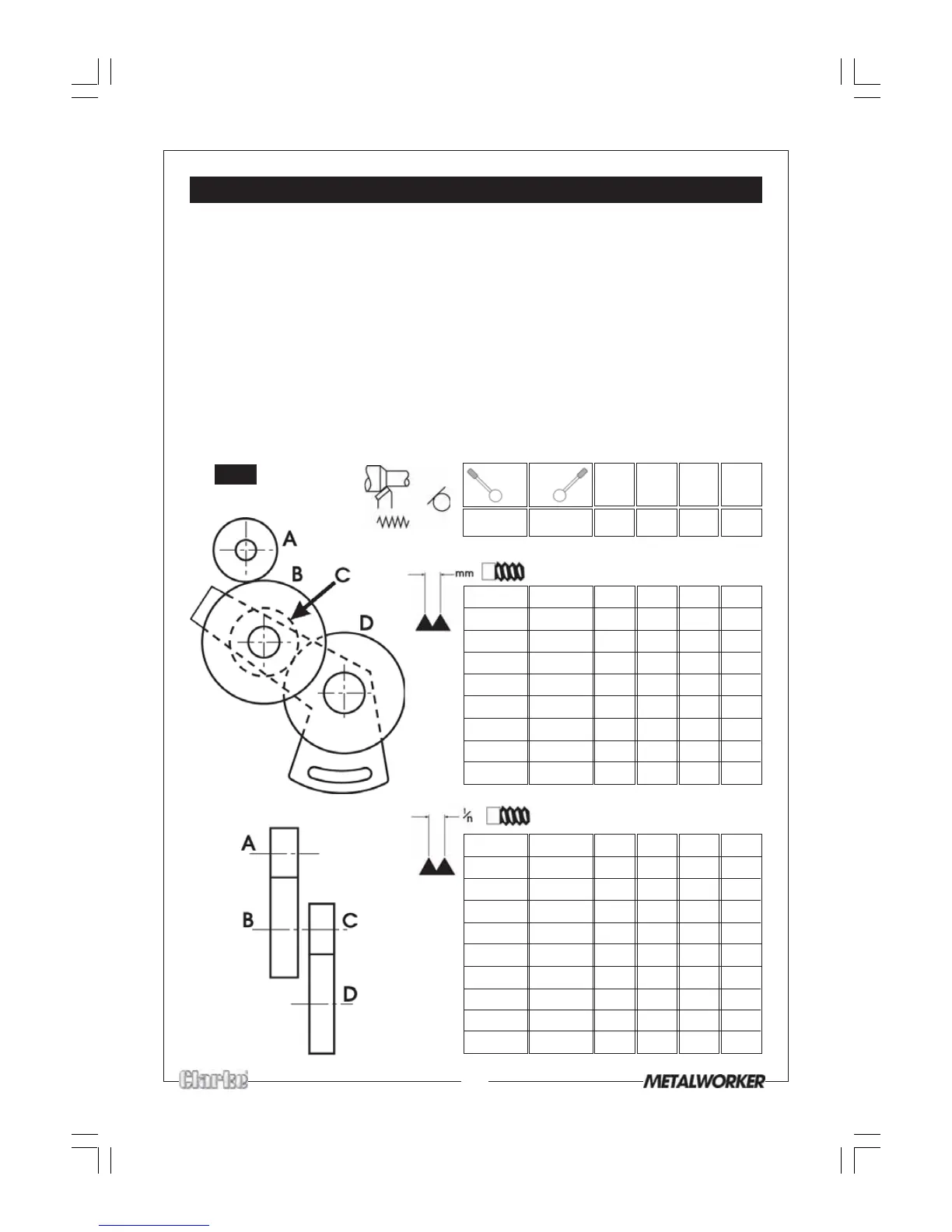
The chart below shows the thread sizes that may be cut using the gear
configuration shown in the corresponding columns.
0.5 1 50 40 49 42
0.6 60404236
0.7 56424932
0.75 1.5 60 36 42 32
0.8 56324836
1.75 60 36 49 32
1 2 60 36 56 32
1.25 2.5 63 32 50 27
1.5 3 63 32 60 27
22 11 60 33 50 27
24 12 60 36 50 27
26 13 60 39 50 27
28 14 60 42 50 27
30 15 56 42 50 27
32 16 60 48 50 27
34 17 60 51 50 27
36 18 50 54 60 27
38 19 50 57 60 27
40 20 50 36 56 27
ABCD
0.075 0.15 30 60 27 42
Metric Thread
Imperial Thread
Turning (Factory Set)
Fig.20