'|2
l'\...AI|
Inn»-I-nlu-:1-ION
On the single speed machines
it
will
change the speed
from
50 to 300 feet of
saw
travel
per
minute. The two and
three
speed
machines
have gear
shifts
controlling the
transmission
ratio
which
allow
higher speed ranges. Speed ranges
for
the two speed machines
are:
Low
-
50
to
300 F.P.M., High
—
300
to
1500
F.P.M.
Speed
range
for
three
speed ma-
chines
are:
Low
-
35
to
175 F.P.M.
.
Medium
-
140 to 1000 F.P.M.
High
—
840 to 6000 F.P.M.
In the overlapping speedranges,
use
the
lower
gear when
maximum
power
is
needed,
otherwise
use
the higher speiedij
range
to
insure
longer
belt
life.
A-lock prevents -shiflitingihgears until the
speed change handwheel is turned to its
lowest speed.
BUTT WELDER
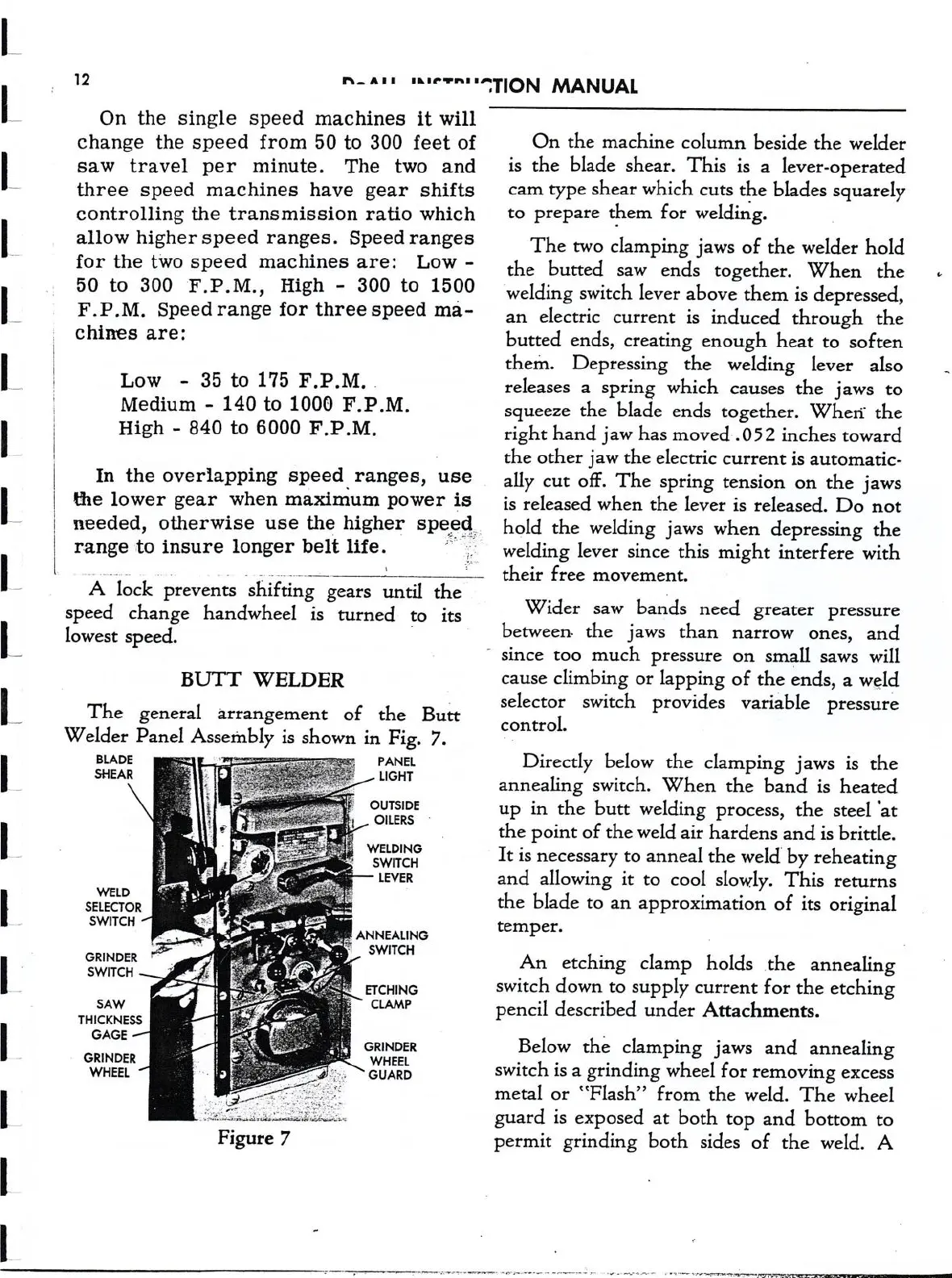
The general arrangement of the Butt
Welder Panel Assembly is shown in Fig. 7.
BLADE
.
PANEL
SHEAR 7
9
LIGHT
OUTSIDE
OILERS
WELDING
SWITCH
LEVER
WELD
SELECTOR
SWITCH
._
ANNEALING
GRINDER SWITCH
SWITCH
FTCHING
sAw
CLAMP
THICKNESS
GAGE
GRINDER
GRINDER WHEEL
WHEEL GUARD
,.r-
**.:
.
~..'....-. y'p..«;aui4......nn4.o'.'a:.bé\-—-~.-.
Figure 7
On the machine column beside the welder
is the blade shear. This is
a
lever-operated
cam
type shear which
cuts
the blades squarely
to
prepare them for welding.
The
two
clamping jaws of the welder hold
the butted
saw
ends together. When the
welding switch lever above them is depressed,
an
electric
current
is induced through the
butted ends, creating enough heat
to
soften
them. Depressing the welding lever also
releases
a
spring which
causes
the jaws
to
squeeze the blade ends together. When" the
right hand jaw has moved .052 inches toward
the other jaw the electric
current
is automatic-
ally
cut
off. The spring tension
on
the jaws
is released when the lever is released. Do
not
hold the welding jaws when depressing the
welding lever since this might interfere with
their free
movement.
Wider
saw
bands need greater pressure
between the jaws than
narrow
ones, and
'
since
too
much pressure
on
small
saws
will
cause
climbing
or
lapping of the ends,
a
weld
selector switch provides variable pressure
control.
Directly below the clamping jaws is the
annealing switch. When the band is heated
up
in
the butt welding process, the steel ‘at
the point of the weld air hardens and is brittle.
It
is necessary
to
anneal the weld‘ by reheating
and allowing
it
to
cool slowly. This
returns
the blade
to
an
approximation of its original
temper.
An etching clamp holds the annealing
switch down
to
supply
current
for the etching
pencil described under Attachments.
Below the clamping jaws and annealing
switch is
a
grinding wheel for removing
excess
metal
or
"Flash” from the weld. The wheel
guard is exposed
at
both top and bottom
to
permit grinding both sides of the weld.
A
.
..g.;,
L