..—.‘_..,_.._-.,,.—,———.
—
_.—.-,-..._
r__,_
..
..
.
.--..
16 DoALL INSTRUCTION MANUAL
flex
over
the wheels.
If
the weld is allowed
to
get beyond
a
dull cherry red color,
it
will
reharden causing the joint
to
be brittle.
It
is
best
to
turn
off the welder light when anneal-
ing
a
weld
so
that the "color heat” of the
weld
can
be accurately determined.
If
heat
color does
not
appear,
it
may be due
to
scale
formed in welding. Remove this scale with
abrasive. There may be oil
or
grease
on
the
saw.
This should be removed. These
two
items
are
often the
cause
of
a
slow anneal
heat. Allow the
saw
to
cool slowly by pressing
the annealing button intermittently
to
prevent
rapid air cooling.
GRINDING
THE
BLADE
After the weld is annealed,
remove
it
from
the aws and grind off the flash
on
the small‘
grinding wheel directly below the welding
jaws.
It
is important that the welded joint in
the
saw
be
no
thicker than the
rest
of the
saw.
The thickness of the weld should be
tested in the gaging slots
on
the grinder wheel
guard before placing the
saw
on
the wheels.
The table
on
page 13 shows the proper gage
slot
to
use
for each width of
saw
blade.
SAW GUIDES
Considerable research has proved that
use
of the right type of
saw
guide for the job
contributes much
to
sawing eflicieny and.
‘
operating economy.
LOW
SPEED INSERT GUIDES
‘..‘l*'--
These guides
are
for
F
V precision
contour
saw-
'
ing operations with
blade velocity
to
1500
F.P.M. They have
a
permanently greased
ball bearing back-up
and hardened steel in-
serts
for blades 1/16"
to
1" wide.
A
pipe fit-
'\---
-,--m-r.--.—.-.--
-.--
.v
,.
.
..
--
--
---_.
ting and
a
lubricating
screw
allow the easy
application of Saw Eez blade lubricant. (See
Fig. 11).
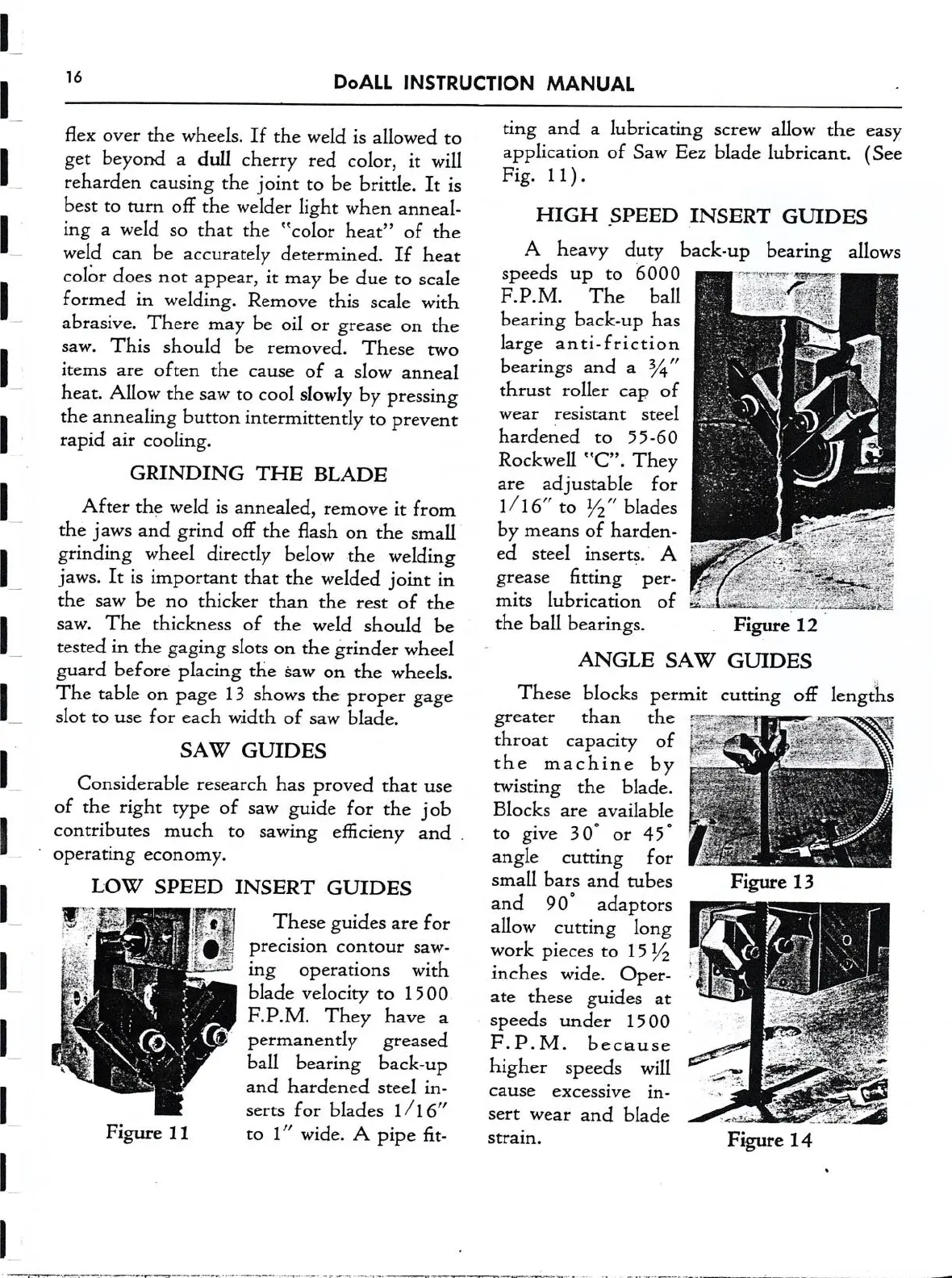
HIGH
SPEED INSERT GUIDES
A
heavy duty back-up bearing allows
speeds up
to
6000
'-
‘
-.
F.P.M. The ball 3
bearing back-up has
i
large
anti-friction
bearings and
a
%"
thrust roller cap of
wear
resistant steel
hardened
to
55-60
Rockwell
“C”.
They
are
adjustable for
1/16"
to
1/2" blades
by
means
of harden-
ed steel inserts.
A
grease fitting per—
mits lubrication of
the ball bearings.
ANGLE SAW GUIDES
These blocks permit cutting ofl: lengths
greater than the y
-
throat capacity of
I
the
machine by
twisting the blade.
Blocks
are
available
to
give 30°
or
45°
angle cutting for
small bars and tubes
and 90° adaptors
allow cutting long
work pieces
to
15 1/2
inches wide. Oper-
ate
these guides
at
speeds under 1500
F.P.M.
because
higher speeds will
cause
excessive in-
sert
wear
and blade
strain.
Figure 12
--—_——,v.,-,3,
-,._:-...—