7 FAULT-TRACING
0459 560 101
- 14 -
© ESAB AB 2017
7 FAULT-TRACING
If the measures described below are not successful, consult your dealer or the manufacturer.
Read the operating instructions for the welding components, e.g. power source and wire feed
unit.
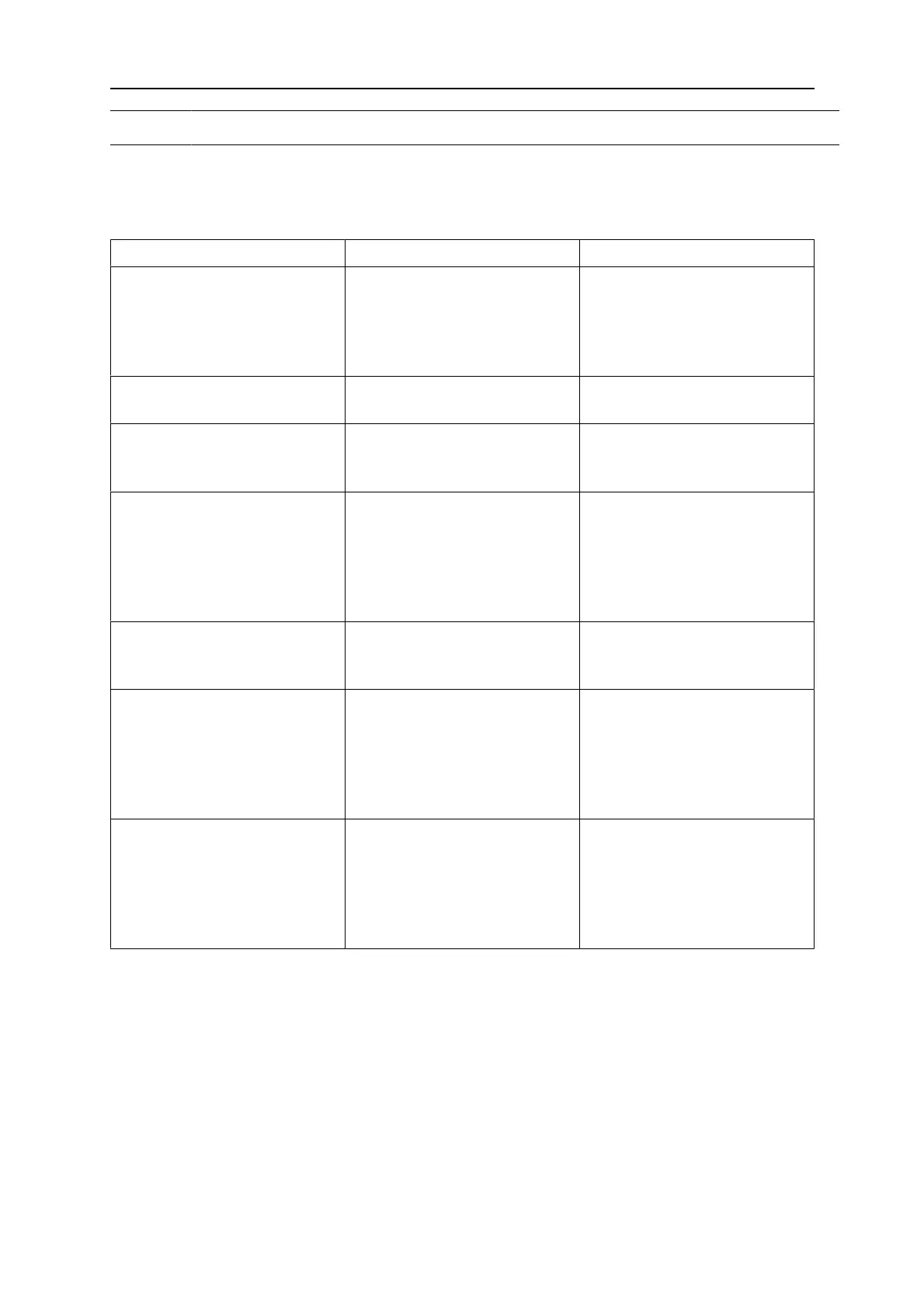
Problem Cause Solution
Torch becomes too hot • Contact tip / Collets not
tight enough
• Current connections on the
torch side and to the work
piece are loose
• Check and tighten
• Check and tighten
No switch function • Control cable
interrupted/faulty.
• Check/repair.
Wire burnt back onto the
contact tip
• Wrong parameter setting
• Worn contact tip.
• Check or correct the
setting
• Replace
Irregular wire feed • Liner blocked
• Contact tip and wire
diameter do not match one
another
• Wrong tension set on the
wire feed unit
• Blow through in both
directions.
• Replace contact tip
• Correct according to
manufacturer's instructions
Short arc between the gas
nozzle and workpiece
• Spatter bridge between the
contact tip and the gas
nozzle
• Clean and spray the inside
of the gas nozzle
Variable arc • Contact tip does not match
the wire diameter, or the
contact tip is worn
• Incorrect welding
parameters set
• Liner worn
• Check and replace the
contact tip.
• Correct the welding
parameters.
• Replace the wire guide
Porous welds • Large amount of spatter in
the gas nozzle.
• Insufficient or total lack of
gas shield
• Draught is disturbing the
shielding gas
• Clean the gas nozzle
• Check contents of the gas
bottle/hoses and the
pressure setting
• Shield welding area with
protective screens