5 OPERATION
0463 341 231
- 20 -
© ESAB AB 2020
Inductance
Higher inductance results in a wider weld pool and less spatter. Lower inductance produces
a harsher sound, but a stable, concentrated arc.
It only applies to GMAW welding.
GTAW welding
GTAW welding melts the metal of the workpiece, using an arc struck from a tungsten
electrode that does not melt. The weld pool and electrode are protected by shielding gas.
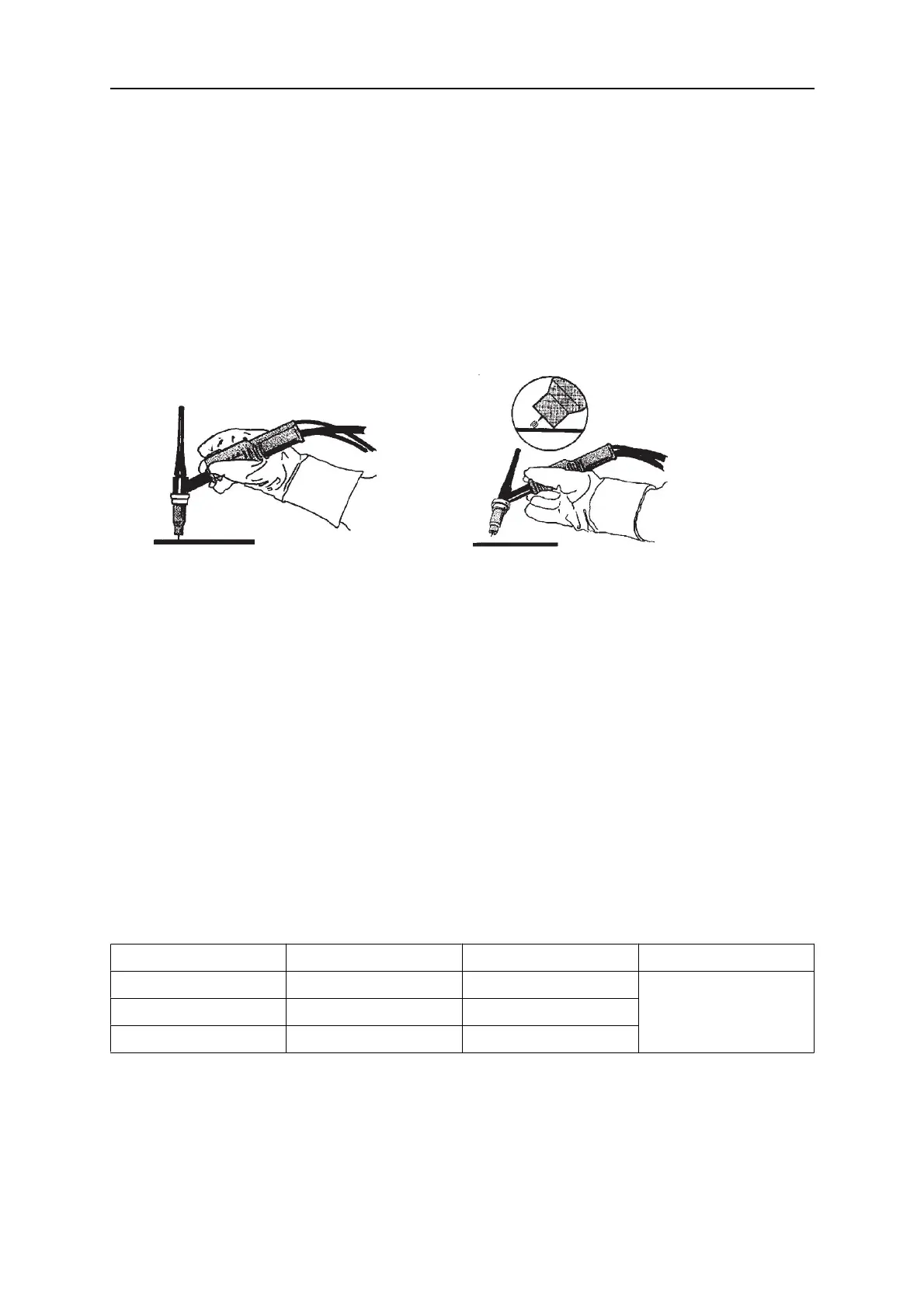
"Live TIG-start"
At a "Live TIG-start", the tungsten electrode is placed against the workpiece. When the
electrode is lifted away from workpiece, the arc is struck at a limited current level.
For GTAW welding, the welding power source must be supplemented with:
• a TIG torch with gas valve
• an argon gas cylinder
• an argon gas regulator
• tungsten electrode
Arc air gouging
For arc air gouging, a special electrode is used comprised of a carbon rod with a copper
casing.
An arc is formed between the carbon rod and the workpiece, which melts the material.
Compressed air is supplied, so the melted material is blown away.
For arc air gouging the power source must be supplemented with:
• arc air torches
• compressed air
• return cable with clamp
Electrode Voltage min. Voltage max. Electrode Extension
6 mm (1/4") 36 V 49 V 50 - 76 mm
(2 - 3")
8 mm (5/16") 39 V 52 V
10 mm (3/8") 43 V 52 V
Recommended for gouging
SMAW welding
SMAW welding may also be referred to as welding with coated electrodes. Striking the arc
melts the electrode, and its coating forms protective slag.
For SMAW welding, the power source must be supplemented with:
• welding cable with electrode holder
• return cable with clamp