- 24 -
- 25 -
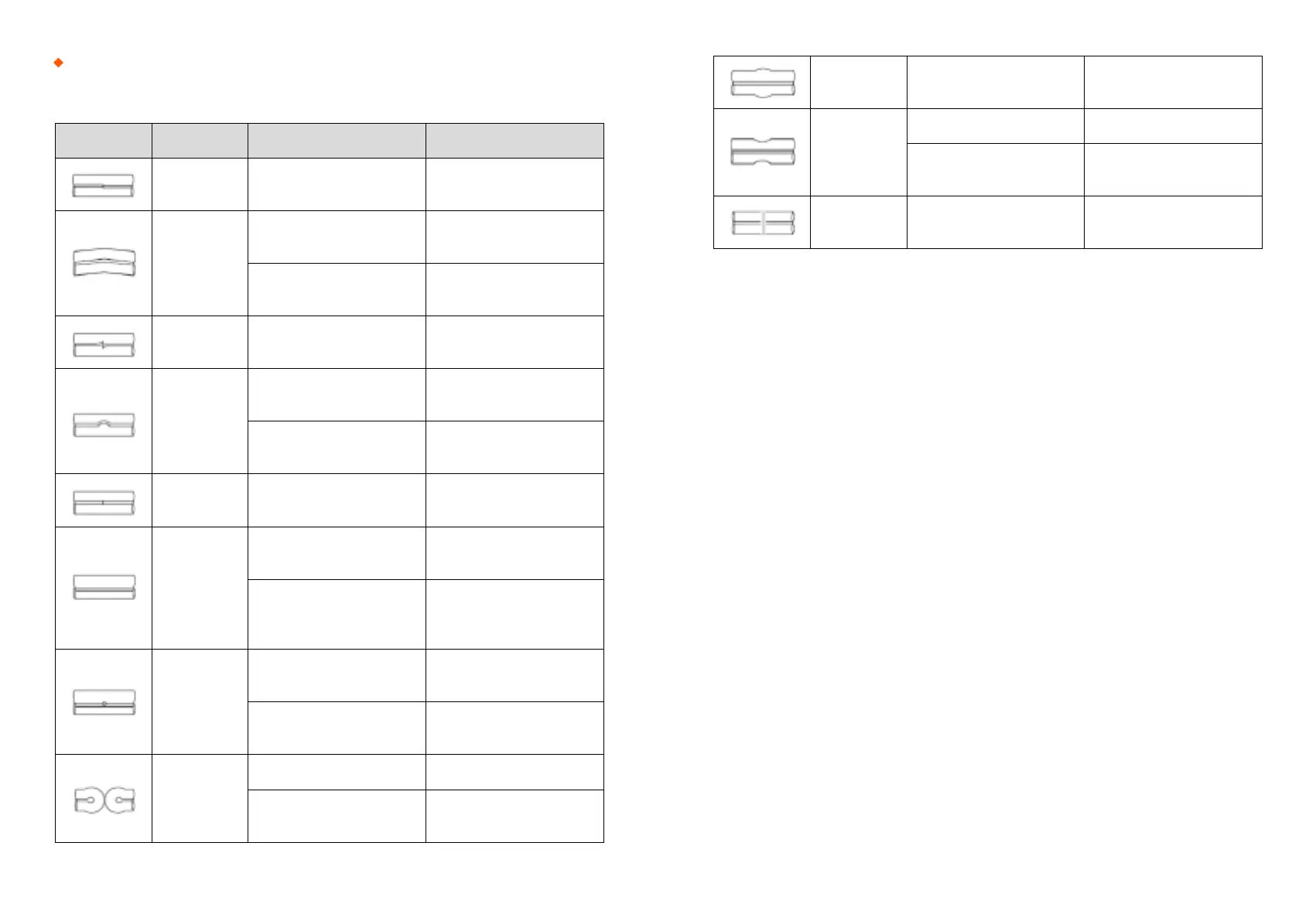
Appendix I
Splice loss increase : Reason and solution.
Symptom Name Reason Solution
Core Axial
Offset
Dust on v-groove or fiber
clamp chip
Clean v-groove and fiber
clamp chip
Core Angle
Dust on v-groove or fiber
clamp chip
Clean v-groove and fiber
clamp chip
Bad fiber end-face quality
Check if fiber cleaver is well
conditioned
Core Step
Dust on v-groove of fiber
clamp chip
Clean v-groove and fiber
clamp chip
Core Curve
Bad fiber end-face quality
Check if fiber cleaver is well
conditioned
Pre-fuse power too low or
pre-fuse time too short
INcrease [Pre-fuse power]
and/or [Pre-fuse time]
MFD
Mismatch
Arc power too low Increase [Arc power]
Combution
Bad fiber end-face quality Check the cleaver
Dust still present after
cleaning fiber of cleaning
arc
Clean fiber throughly or in-
crease [Cleaning arc time]
Bubbles
Bad fiber end-face quality
Check if fiber cleaver is well
conditioned
Pre-fuse power too low or
pre-fuse time too short
Pre-fuse power too low or
pre-fuse time too short
Separation
Fiber stuffing too small Perform [Motor calibration]
Pre-fuse power too high of
pre-fuse time too long
Decrease [Pre-fuse power]
and/or [Pre-fuse time]
Note : A vertical line sometimes appears at the splice point when MM fibers, or dissimilar fibers (different diam-
eters) are spliced. This does not affect splice quality, such as splice loss or tensile strength.
Fat Fiber stuffing too much
Decrease [Overlap] and
perform [Motor clibration]
Thin
Arc power not adequate Perform [Arc calibration]
Some arc parameters not
adequate
Adjust [Prefuse power],
[Pre-fuse time] or [Overlap]
Line
Some arc parameters not
adequate
Adjust [Prefuse power],
[Pre-fuse time] or [Overlap]