ITALIANO
ENGLISH
DEUTSCH
FRANÇAISESPAÑOL
7
3. COLLEGAMENTO
DELL’ALIMENTAZIONE
Prima di collegare la macchina controllare
tensione, numero di fasi e frequenza di
alimentazione. La tensione di alimentazione
ammissibile è indicata sulla targa dati della
macchina. Verificate il corretto collegamento a
terra della saldatrice. Verificare inoltre che la spina
fornita in dotazione con l’apparato sia di tipo
compatibile con la presa di distribuzione locale.
Assicuratevi che l’alimentazione fornisca una
potenza sufficiente per il funzionamento della
macchina (range di tensioni). La macchina è
fornita di uno specifico cavo di alimentazione che
non dovrebbe essere prolungato; nel caso ciò
fosse necessario, usarne uno di sezione uguale o
maggiore a quello della macchina in funzione della
lunghezza del cavo. È necessario utilizzare un
cavo tripolare + terra con sezione uguale o
maggiore a 2.5 mm².
Il plasma 47K
GEN
è specificamente progettato per
essere collegato anche ad un gruppo elettrogeno.
4. COLLEGAMENTO DELLE USCITE
Collegare la pinza di massa al pezzo da tagliare
verificando che faccia un buon contatto elettrico.
Verificare inoltre che il pezzo da tagliare sia
correttamente collegato a terra. A questo punto il
sistema è pronto per iniziare il taglio.
5. DESCRIZIONE DEL TAGLIO AL PLASMA
Questo sistema si basa sull’utilizzo di temperature
molto elevate prodotte da un gas allo stato di
plasma alimentato da un flusso d’aria compressa.
Per riuscire a generare lo stato di plasma da un
gas, nel nostro caso aria, si utilizza un arco
elettrico generato e mantenuto costante dalla
corrente di taglio opportunamente regolata dal
controllo elettronico della macchina.
Appena premuto il pulsante della torcia la
macchina inizia ad erogare corrente.
Inizialmente la corrente serve a generare l’arco
pilota, in questo modo l’aria viene mantenuta nello
stato di plasma, anche senza la vicinanza del
pezzo da tagliare (l’arco si sviluppa all’interno della
torcia). Appena la torcia viene posta in contatto del
pezzo da tagliare l’arco si devia automaticamente
verso il pezzo in lavorazione ed inizia la fase di
taglio vero e proprio. La corrente di taglio viene
impostata tramite la manopola 1 di fig 1 ad un
valore compreso tra 5 e 27A (TP 35K) o tra 5 e
40A (TP 47K). Durante il taglio la regolazione
elettronica della macchina mantiene la corrente al
valore corretto. Se entro 5 secondi non si inizia a
tagliare, l’arco si spegne automaticamente; per
innescarlo di nuovo occorre rilasciare il pulsante
della torcia e poi premerlo nuovamente. Procedere
nel taglio mantenendo la torcia a contatto col
pezzo da saldare in posizione ben verticale. Il
rilascio del pulsante torcia determina la fine del
processo di taglio; l’aria continua a fluire per circa
20 secondi allo scopo di raffreddare la torcia di
taglio. Il valore della corrente ha una grande
influenza sulla pulizia del taglio; è quindi molto
importante regolarlo con attenzione.
Il valore ottimale della corrente è influenzato da
molti fattori tra cui il tipo di materiale, lo spessore
del pezzo da tagliare e la velocità di taglio. Pezzi
più spessi e velocità più elevate richiedono
maggiori correnti.
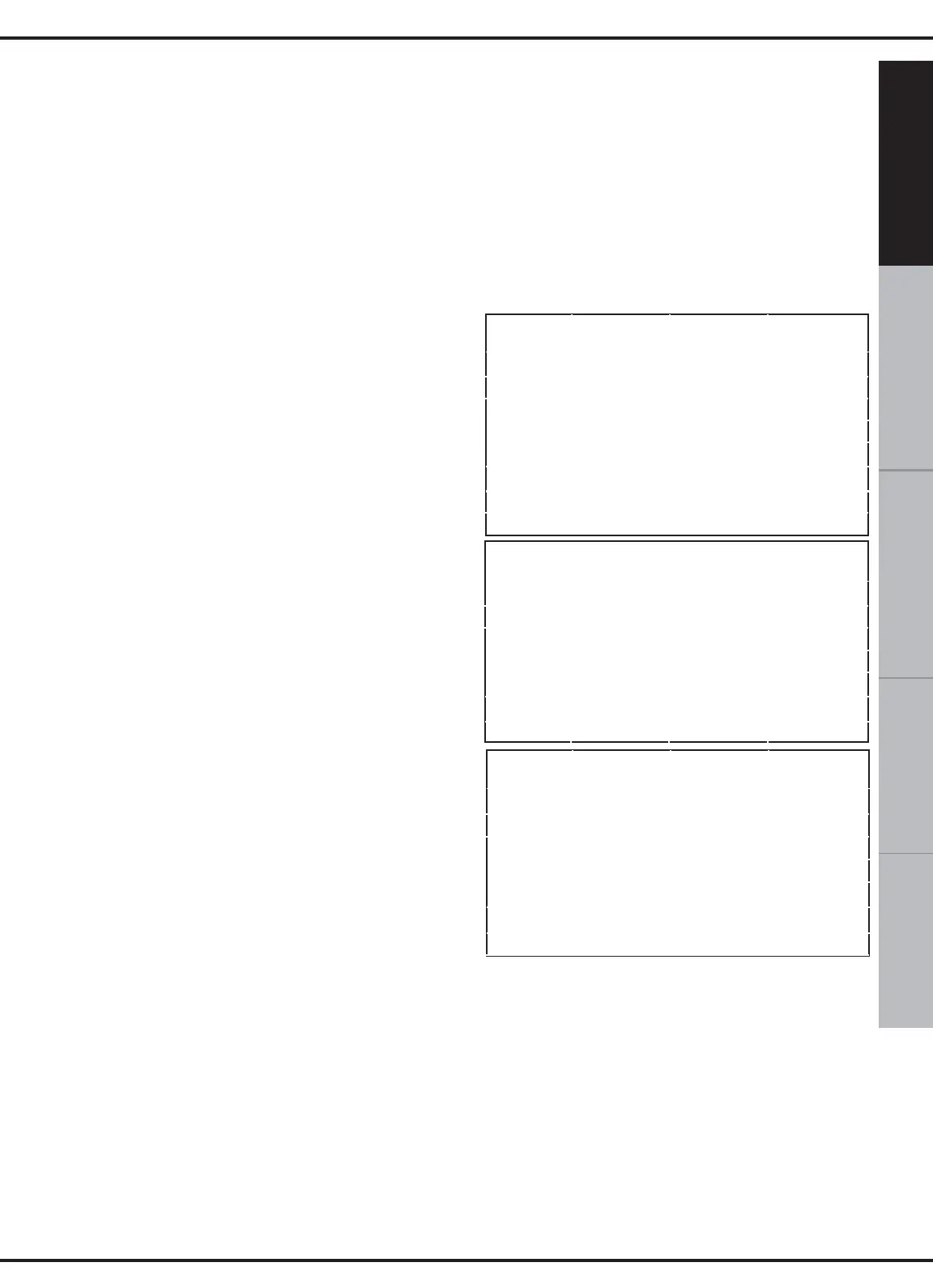
A titolo puramente indicativo vengono forniti alcuni
valori di riferimento per l’impostazione della
corrente. Queste tabelle non possono
assolutamente sostituirsi all’esperienza
dell’operatore che, in funzione del tipo di materiale
della geometria del taglio, dovrà adattare la
corrente e la velocità di taglio in modo da ottenere
i migliori risultati.
Spessori maggiori possono essere tagliati
rallentando la velocità di avanzamento.
1) NOTA:
a) massimo spessore di “Taglio” su acciao:
TP 35K: 8mm
TP 47K: 10mm
b) massimo spessore di “Separazione” su acciaio:
TP 35K: 10mm
TP 47K: 12mm
2) NOTA: I suddetti valori si intendono in condizioni
d’uso ottimali con cavo di alimentazione come fornito
dal produttore.
In caso di prolunga è fondamentale adeguare la
sezione cavo in funzione della lunghezza della
prolunga e della potenza assorbita dal plasma.
SPESSORE
MATERIALE CORRENTE (A)
VELOCITA’
INDICATIVA
(m/min)
0.6
1.0
1.5
3.0
5.0
6.0
8.0
10.0
4.3
2.6
1.3
0.74
0.42
0.34
0.30
0.21
5A
12A
15A
20A
25A
30A
35A
40A
acciaio
acciaio
acciaio
acciaio
acciaio
acciaio
acciaio
acciaio
SPESSORE
MATERIALE CORRENTE (A)
VELOCITA’
INDICATIVA
(m/min)
0.6
1.0
1.5
3.0
5.0
6.0
8.0
2.2
1.5
1.2
0.50
0.42
0.35
0.25
8A
15A
20A
25A
30A
35A
40A
acciaio inox
acciaio inox
acciaio inox
acciaio inox
acciaio inox
acciaio inox
acciaio inox
SPESSORE
MATERIALE CORRENTE (A)
VELOCITA’
INDICATIVA
(m/min)
0.6
1.0
1.5
2.5
4.0
5.0
6.0
2.5
1.3
0.70
0.50
0.32
0.25
0.14
8A
15A
20A
25A
30A
35A
40A
alluminio
alluminio
alluminio
alluminio
alluminio
alluminio
alluminio
 Loading...
Loading...





