7
ESPAÑOL FRANÇAIS
DEUTSCH
ENGLISH
ITALIANO
3. BRANCHEMENT DE
L’ALIMENTATION
Avant de brancher l’appareil, contrôler la tension,
le nombre de phases et la fréquence de
l’alimentation. La tension de l’alimentation
admissible est indiquée sur la plaque de la
machine. Contrôler le branchement correct à la
terre du poste à souder. Contrôler également que
la fiche fournie avec l’appareil est compatible avec
la prise du réseau local.
S’assurer que l’alimentation fournit une puissance
suffisante pour le fonctionnement de l’appareil
(gamme de tensions). L’appareil est équipé d’un
cordon d’alimentation spécifique qui ne devrait pas
être branché à une rallonge. Si cela est
nécessaire, en utiliser une avec une section
identique ou plus grande que celle de l’appareil en
fonction de la longueur du cordon.
Le 47K
GEN
plasma est spécifiquement conçu pour
être raccordé à un générateur.
4. BRANCHEMENT DES SORTIES
Brancher la pince de masse à la pièce à couper.
Contrôler que le contact est électriquement efficace.
Contrôler également que la pièce à couper est connectée
correctement à la terre. Alors, le poste est prêt pour
commencer le coupage.
5. DESCRIPTION DU COUPAGE PLASMA
Ce système est basé sur l’utilisation de
températures très élevées produites par un gaz à
l’état de plasma alimenté par un flux d’air
comprimé. Afin de pouvoir générer l’état de
plasma d’un gaz, dans notre cas l’air, on utilise un
arc électrique généré et maintenu constant par le
courant de coupage, réglé de manière appropriée
par le contrôle électronique de l’appareil. Dès que
l’on appuie sur la gâchette de la torche, l’appareil
commence à fournir du courant. Initialement, le
courant sert à générer l’arc pilote, ce qui permet
de maintenir l’air en état de plasma même en
s’éloignant de la pièce à couper (l’arc se
développe à l’intérieur de la torche).
Quand la torche entre en contact avec la pièce à
couper, l’arc dévie automatiquement vers celle-ci
et la phase de coupage commence. Le courant de
coupage peut être réglé à l’aide du bouton 1 de
fig. 1, selon une plage comprise entre 6 et 25A.
(TP47 gen: 6A min-40A max). Pendant le
coupage, le contrôle électronique de la machine
règle le courant sur la valeur correcte. Si l’on ne
débute pas le coupage dans un délai de 5
secondes, l’arc s’éteint automatiquement ; pour
l’amorcer de nouveau, il faut relâcher la gâchette
de la torche puis appuyer de nouveau dessus.
Procéder au coupage en maintenant la torche en
contact avec la pièce à souder en position
verticale. Le relâchement de la gâchette de la
torche détermine la fin du procédé de coupage ;
l’air continue à sortir pendant environ 20
secondes afin de refroidir la torche de coupage.
La valeur du courant influence considérablement
la propreté du coupage ; il est donc très
important de la régler avec attention.
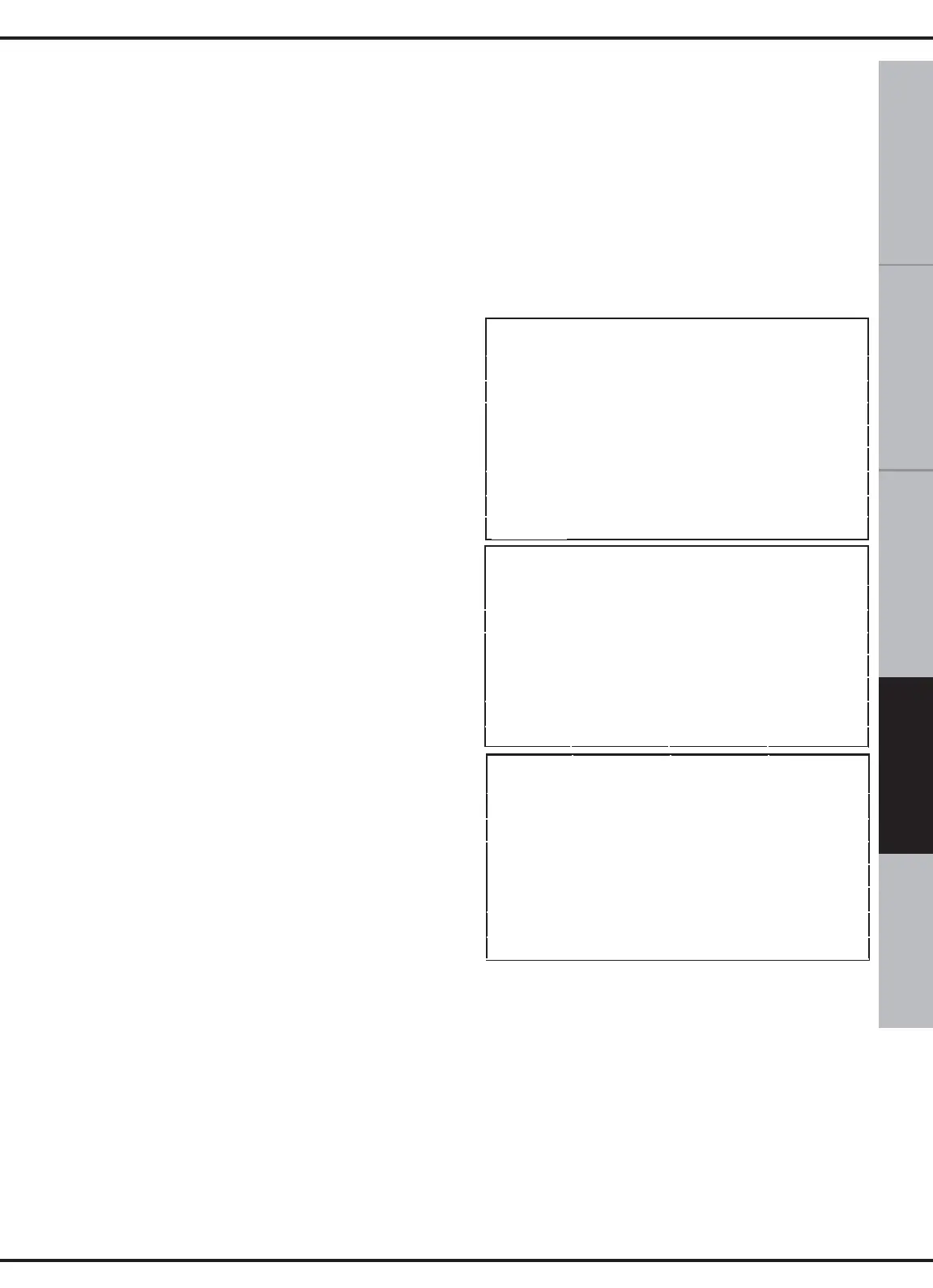
La valeur optimale du courant dépend de plusieurs
facteurs dont le type de métal, l’épaisseur de la
pièce à couper et la vitesse de coupage. Pour
couper des pièces plus épaisses et avec des
vitesses plus élevées, il faut utiliser des courants
plus élevés. Nous fournissons ci-après, à titre
indicatif, quelques valeurs de référence pour le
réglage du courant. Ces tableaux ne remplacent
pas l’expérience de l’opérateur qui devra adapter
le courant et la vitesse de coupage en fonction du
type de métal et de la géométrie de coupage, de
façon à obtenir les meilleurs résultats.
Il est possible de couper des épaisseurs plus élevées
en diminuant la vitesse d’avancement.
1) VEUILLEZ NOTER
a) Epaisseur maximale de “Coupe” sur acier
TP 35K : 8mm TP 47K : 12mm
b) Epaisseur maximale de “Séparation” sur acier
TP 35K : 10mm TP 47K : 15mm
2) VEUILLEZ NOTER
Les valeurs ci-dessus sont valables en conditions
d’utilisation optimale, avec cable d’alimentation
fourni par le fabricant
En cas de rallonge, il est fondamental d’adapter la
section du cable en fonction de la longueur de la
rallonge et de la puissance absorbée par le Plasma
EPAISSEUR
MATÉRIEL COURANT (A)
VITESSE
INDICATIVE
(m/min)
0.6
1.0
1.5
3.0
5.0
6.0
8.0
10.0
4.3
2.6
1.3
0.74
0.42
0.34
0.30
0.21
5A
12A
15A
20A
25A
30A
35A
40A
acier
acier
acier
acier
acier
acier
acier
acier
EPAISSEUR
MATÉRIEL COURANT (A)
VITESSE
INDICATIVE
(m/min)
0.6
1.0
1.5
3.0
5.0
6.0
8.0
2.2
1.5
1.2
0.50
0.42
0.35
0.25
8A
15A
20A
25A
30A
35A
40A
acier inoxydable
acier inoxydable
acier inoxydable
acier inoxydable
acier inoxydable
acier inoxydable
acier inoxydable
EPAISSEUR
MATÉRIEL COURANT (A)
VITESSE
INDICATIVE
(m/min)
0.6
1.0
1.5
2.5
4.0
5.0
6.0
2.5
1.3
0.70
0.50
0.32
0.25
0.14
8A
15A
20A
25A
30A
35A
40A
aluminium
aluminium
aluminium
aluminium
aluminium
aluminium
aluminium
 Loading...
Loading...





