3.3 Start Cutting
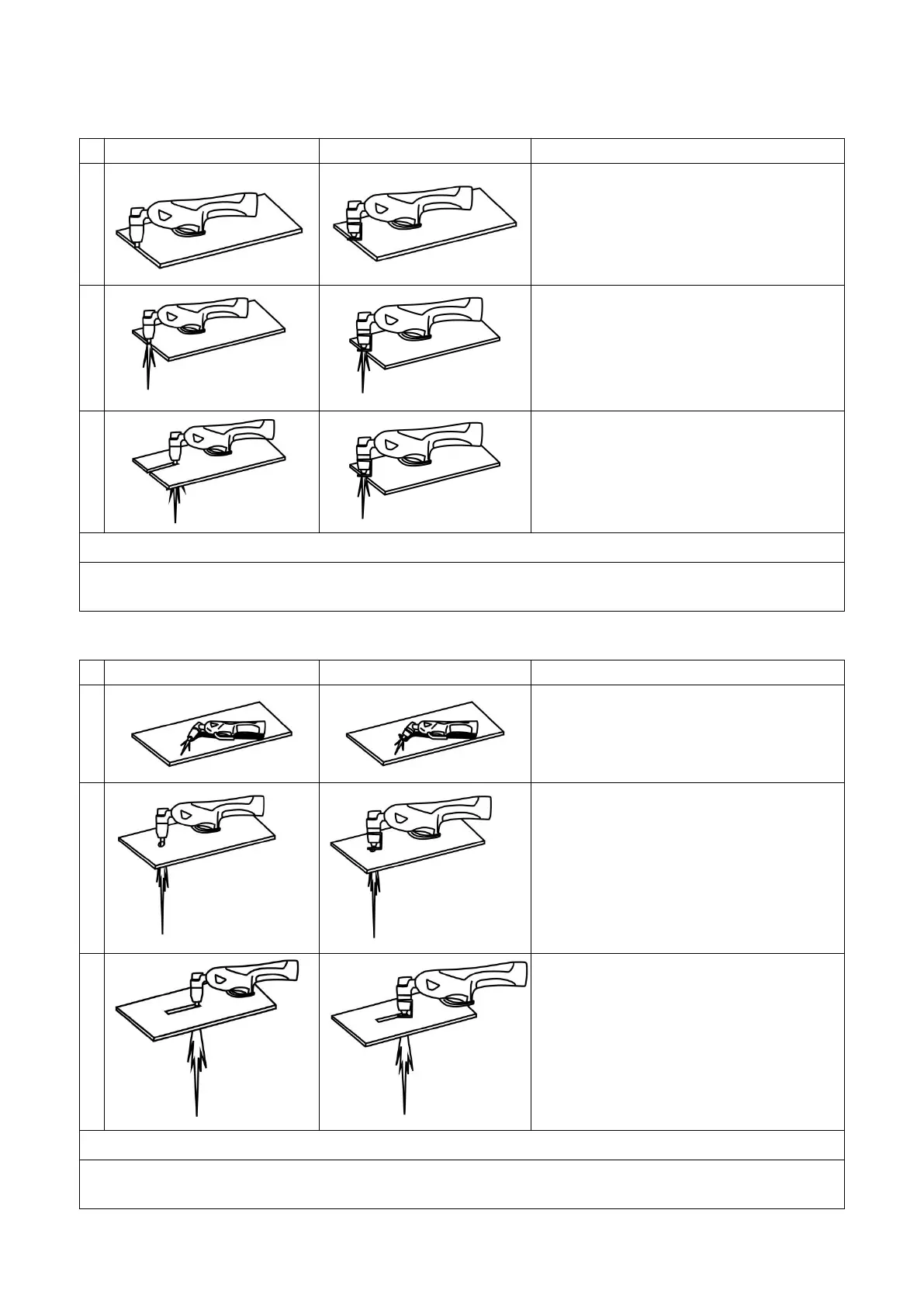
3.3.1 Edge cutting
Touch No Touch Remarks
1 Keep the torch vertical at the edge of the
workpiece. Keep your wrist steady and ready to
start cutting
2 Pull the trigger to start the arc ,The cutting arc
will initiate when the torch tip is close enough to
the work Piece. Start cutting on the edge until
the Arc has cut completely through.
3 During the cutting process, it is necessary to
control the speed. Too fast speed will lead to
incomplete cutting, and arc blowback is easy to
damage the device. Too slow speed will lead to
excessive scum and cutting gap.
Touch:A=High Frequency Plasma Cutter/PT31
No Touch:B=No Touch Pilot Arc High Frequency Plasma Cutter/AG60
C=
Non Touch Pilot Arc Low Frequency Plasma Cutter/IPT60
3.3.2 Piercing Cutting
Touch No Touch Remarks
1 Hold the torch at an angle to the work piece, pull
the trigger to start the arc and slowly rotate it to
an upright position.
2 Pull the trigger to start the arc ,The cutting arc
will initiate when the torch tip is close enough to
the work Piece. Start cutting on the edge until
the Arc has cut completely through.
3 When the pierce is complete, Control the cutting
speed and adjust the angle and position of the
cutting torch to continue the cutting
operation.Too fast speed will lead to incomplete
cutting, and arc blowback is easy to damage the
device. Too slow speed will lead to excessive
scum and cutting gap.
Touch:A=High Frequency Plasma Cutter
No Touch:B=No Touch Pilot Arc High Frequency Plasma Cutter,C=
Non Touch Pilot Arc Low Frequency Plasma
Cutter