Pour former l’arc, mettez le bout de la tige en contact avec la surface de la
pièce à souder et levez-la rapidement jusqu’à ce qu’un espace d’environ
1/8 pouce (3,2 mm) soit présent entre la tige et la pièce à souder. La manière
la plus facile de former un arc est de frotter le bout de la tige (sur une courte
distance) contre la surface de la pièce à souder (comme on craque une
allumette), puis de le soulever à la distance requise de 1/8 pouce (3,2 mm). Il
est important que l’espace soit maintenu pendant le processus de soudage et
qu’il ne soit ni trop grand ni trop petit. Si l’espace devient trop petit,
l’électrode figera ou collera à la pièce à souder.
Former un arc adéquat et maintenir l’espace entre l’électrode et le métal
de base nécessite de la pratique. Avec l’expérience, on sait quand l’arc est
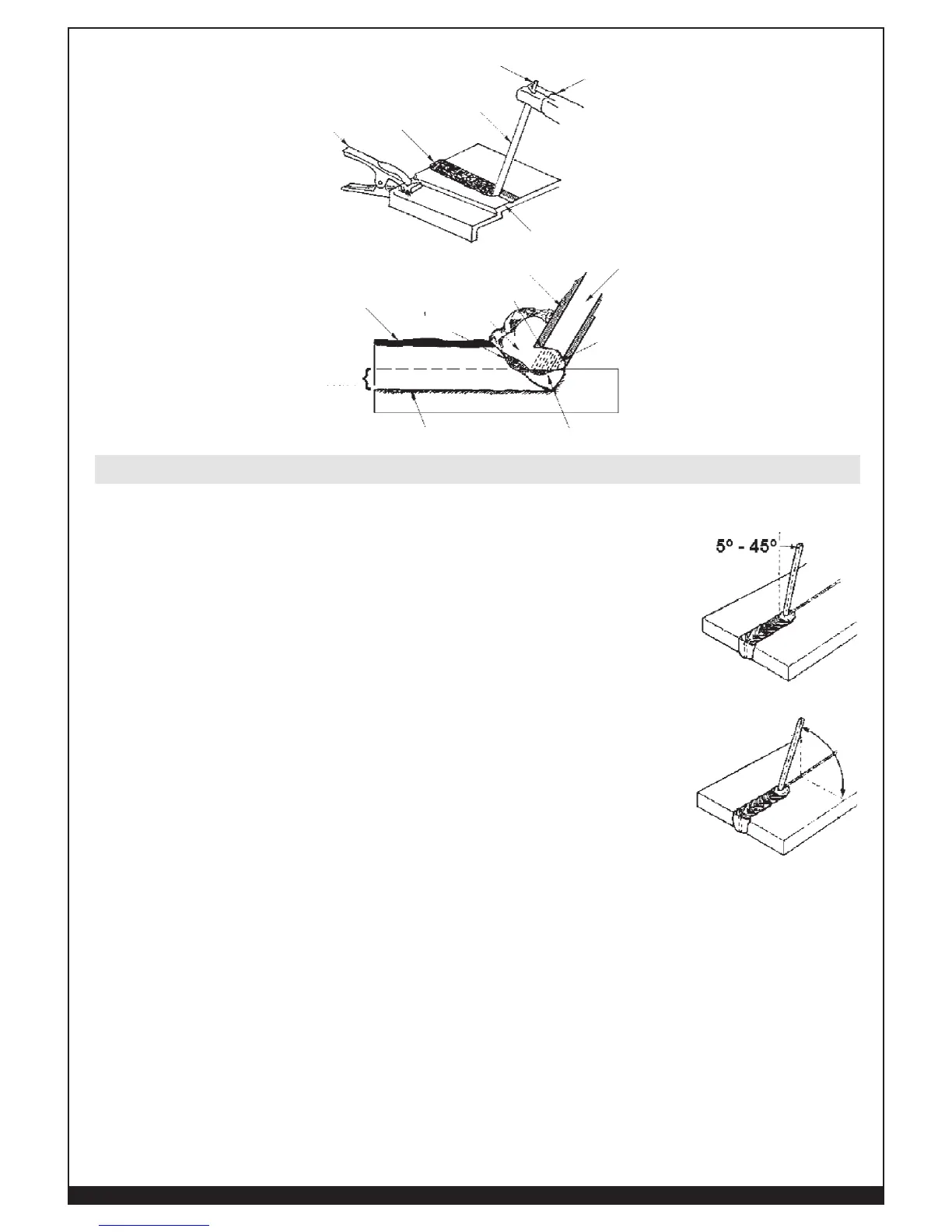
parfait. Un bon arc est accompagné par le son d’un craquement sec. Pour
laisser un cordon de soudure, seulement deux positions sont possibles (voir
image):
1. Angle vers le bas (angle de travail)
2. Dans la direction que la soudure doit s’étendre (angle de course)
Vérifiez toujours le bain de fusion pour empêcher le laitier de couler devant afin
de prévenir les inclusions et les poches de gaz.
Former l’arc
PARTIE DÉNUDÉE
POUR LE CONTACT
PORTE-ÉLECTRODE
ÉLECTRODE
ENROBÉE DE FLUX
MÉTAL FONDU
PIÈCE À SOUDER
PRISE DE
MASSE
FIL DE NOYAU
REVÊTEMENT DE FLUX
BOUCLIER GAZEUX
BAIN DE FUSION
COUCHE DE LAITIER
COUPE FORMÉE SUR LA
POINTE DE L’ÉLECTRODE
PROFONDEUR DE LA
FUSION
FLUX D’ARC
CRATÈRE
ZONE TOUCHÉE PAR LA CHALEUR
Angle de la course
Angle de travail