Do you have a question about the Fromm A383.0001 and is the answer not in the manual?
Importance of wearing safety glasses with side shields for eye protection.
Guidelines for safe operation, handling, and avoiding pinch/cut hazards.
Warnings regarding strap dispensing, cutting tensioned straps, and strap breakage hazards.
Maintaining tidy workspace, good balance, and tool condition for accident prevention.
Details the warranty period, coverage, and exclusions for the strapping tool.
Specifies that the tool is designed exclusively for steel strapping packages.
Provides physical dimensions and weight of the strapping tool.
Details sound pressure level and vibration acceleration values.
Specifies air connection, consumption, and suitable steel strap types.
Instructions for connecting compressed air supply to the tool.
Explains how to suspend the tool using available brackets and balancers.
Step-by-step guide on how to feed the strap around the package.
Instructions for correctly inserting the strap into the tool mechanism.
Procedure for tensioning the strap using the tool's levers.
Steps for performing the sealing operation on the strap.
How to safely detach the tool from the tensioned and sealed strap.
Criteria for a properly formed seal, including depth and shearing.
How to identify seals with incorrect depth or damage, indicating adjustment needs.
Instructions for adjusting the sealing depth to correct excessive or insufficient sealing.
Daily checks for air pressure and oil level in the air-unit separator and filter.
How to check and refill oil in the pressure intensifier for optimal tool function.
Guidelines for cleaning the feed wheel and lubricating moving parts.
Procedure for replacing worn punch and die components.
Steps to replace the feed wheel assembly.
Instructions for removing and installing a new gripper.
Method for removing and replacing the tool's cutter component.
Visual representation of the tool's pneumatic control system with component numbering.
Detailed illustrations and descriptions of the pneumatic control system parts.
Description of the tool's state when idle and the process of inserting the strap.
Explanation of how the tool tensions the strap, including air motor operation.
How the sealing process is initiated and executed, including hydraulic pressure.
Instructions for safely removing the tool after the sealing operation is complete.
How to adjust throttle valve 7 for tension speed and force.
How to set the air pressure for the sealing cylinder using valve 15.
Adjusting the holding air throttle for proper strap interlock during sealing.
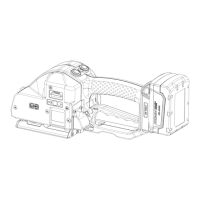
The FROMM A383.0001 is a pneumatic steel strapping tool designed for tensioning and sealing steel straps around packages. It is suitable for various industrial applications requiring secure packaging with steel strapping.
The A383.0001 operates pneumatically to apply tension to steel strapping, create a seal, and cut the strap. The process involves feeding the strap around the package, loading it into the tool, tensioning the strap to the desired force, sealing the joint, and finally removing the tool. The tool is designed for ease of use, with controls for tensioning and sealing operations.
The tensioning cycle is initiated by pressing the motor valve lever, which causes the motor to tension the strap until it stalls or the lever is released. If the tensioning needs to be interrupted, a red lever can be pressed. The sealing action is performed by pressing the sealing valve lever, which activates the sealing mechanism and cuts the strap. The tool uses a sealless joint, forming an interlock by punching and deforming the strap ends together.
| Brand | Fromm |
|---|---|
| Model | A383.0001 |
| Category | Packaging equipment |
| Language | English |