8
Description du
panneau de
commande US
(suite)
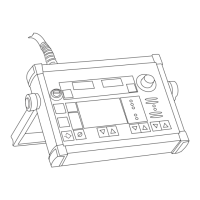
(4) Touche(s) Procédé ... pour sélectionner le procédé de soudage
- Soudage MIG/MAG à arc pulsé
- Soudage MIG/MAG standard
- Procédé Manuel
- Mode tâche (tâche)
- Soudage TIG avec amorçage par contact
- Soudage à l’électrode enrobée
(5) Touche(s) Mode de service ... pour sélectionner le mode de service
- Fonctionnement à 2 temps
- Fonctionnement à 4 temps
- Démarrage du soudage aluminium
- Mode de service Pointage
- Mode de service Mode
(6) Touche(s) Type de matériau ... pour sélectionner le fil d’apport utilisé et le gaz de
protection. Les paramètres SP1 et SP2 sont prévus pour des matériaux supplémen-
taires.
(7) Touche Diamètre de fil... pour sélectionner le diamètre de fil utilisé. Le paramètre
SP est prévu pour des diamètres de fil supplémentaires
(8) Paramètre Courant de soudage ... pour sélectionner le courant de soudage. Une
valeur indicative calculée à partir des paramètres programmés est affichée automa-
tiquement avant toute opération de soudage. La valeur réelle actuelle est affichée au
cours du soudage.
(9) Paramètre Tension de soudage ... pour sélectionner la tension de soudage. Une
valeur indicative calculée à partir des paramètres programmés est affichée automa-
tiquement avant toute opération de soudage. La valeur réelle actuelle est affichée au
cours du soudage.
Important! La source de courant est dotée d’une tension pulsée en marche à vide.
Si vous avez sélectionné le procédé “Soudage à l’électrode enrobée“, la tension de
soudage affichée avant que vous ne commenciez à souder (à vide) s’élève à une
valeur moyenne de 40 V.
La tension de soudage disponible pour le démarrage et le processus de soudage est
cependant de maximum 50 V (TPS 2700) ou 70 V (TS/TPS 4000/5000). Des proprié-
tés d’amorçage optimales sont garanties.
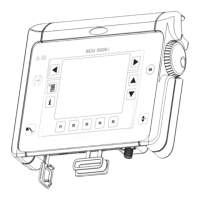
(11) Paramètre Épaisseur de tôle ... pour sélectionner l’épaisseur de tôle en mm ou in.
Tous les autres paramètres sont automatiquement réglés parallèlement.
(12) Paramètre Vitesse de fil ... pour sélectionner la vitesse de fil en m/min ou ipm. Les
paramètres qui en dépendent changent automatiquement lorsque vous réglez celui-ci.
(13) Indicateur Surtempérature ... s’allume lorsque la source de courant chauffe trop
(par exemple parce que la durée de marche limite est dépassée). Vous trouverez de
plus amples informations au chapitre “Diagnostic de pannes et correction“
(14) Indicateur HOLD ... Les valeurs réelles actuelles du courant et de la tension de
soudage sont enregistrées à la fin de chaque opération de soudage - l’indicateur Hold
s’allume.
(15) Paramètre Correction de la longueur de l’arc électrique ... pour corriger la
longueur de l’arc électrique
- arc plus court
0 longueur d’arc neutre
+ arc plus long
 Loading...
Loading...