88
Beschreibung
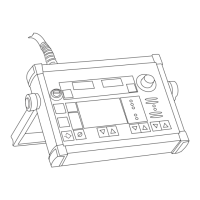
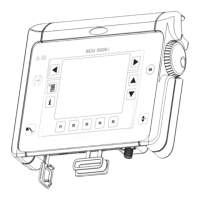
Bedienpanel US
(Fortsetzung)
(4) Taste(n) Verfahren ... zur Anwahl des Schweißverfahrens
- MIG/MAG Puls-Synergic Schweißen
- MIG/MAG Standard-Synergic Schweißen
- MIG/MAG Standard-Manuell Schweißen
- Job Betrieb
- WIG Schweißen mit Berührungszünden
- Stabelektroden Schweißen
(5) Taste(n) Betriebsart ... zur Anwahl der Betriebsart
- 2-Takt Betrieb
- 4-Takt Betrieb
- Spezial 4-Takt Betrieb (Schweißstart Aluminium)
- Betriebsart Punktieren
- Betriebsart Mode
(6) Taste(n) Materialart ... zur Anwahl des verwendeten Zusatzwerkstoffes und
Schutzgases. Die Parameter SP1 und SP2 sind für zusätzliche Werkstoffe vorgese-
hen.
(7) Taste Drahtdurchmesser ... zur Anwahl des verwendeten Drahtdurchmesser. Der
Parameter SP ist für zusätzliche Drahtdurchmesser vorgesehen
(8) Parameter Schweißstrom ... zur Anwahl des Schweißstromes. Vor Schweißbeginn
wird automatisch ein Richtwert angezeigt, der sich aus den programmierten Para-
metern ergibt. Während des Schweißvorganges wird der aktuelle Ist-Wert ange-
zeigt.
(9) Parameter Schweißspannung ... zur Anwahl der Schweißspannung. Vor Schweiß-
beginn wird automatisch ein Richtwert angezeigt, der sich aus den programmierten
Parametern ergibt. Während des Schweißvorganges wird der aktuelle Ist-Wert
angezeigt.
Wichtig! Die Stromquelle verfügt über eine pulsierende Leerlaufspannung. Bei
angewähltem Verfahren „Stabelektroden-Schweißen“ zeigt die Anzeige vor
Schweißbeginn (Leerlauf) einen Mittelwert der Schweißspannung von 40 V.
Für Schweißstart und Schweißprozeß steht jedoch eine Schweißspannung von
maximal 50 V (TPS 2700) bzw. 70 V (TS/TPS 4000/5000) zur Verfügung. Optimale
Zündeigenschaften sind gewährleistet.
(11) Parameter Blechdicke ... zur Anwahl der Blechdicke in mm oder in. Automatisch
sind damit auch alle anderen Parameter miteingestellt.
(12) Parameter Drahtgeschwindigkeit ... zur Anwahl der Drahtgeschwindigkeit in m/
min oder ipm. Davon abhängige Parameter verändern sich entsprechend mit.
(13) Anzeige Übertemperatur ... leuchtet auf, wenn sich die Stromquelle zu stark
erwärmt (z.B. durch überschrittene Einschaltdauer). Weiterführende Informationen
im Kapitel „Fehlerdiagnose und Behebung“
(14) Anzeige HOLD ... bei jedem Schweißende werden die aktuellen Ist-Werte von
Schweißstrom und -spannung gespeichert - die Hold-Anzeige leuchtet.
(15) Parameter Lichtbogenlängenkorrektur ... zur Korrektur der Lichtbogenlänge
- kürzere Lichtbogenlänge
0 neutrale Lichtbogenlänge
+ längere Lichtbogenlänge
(16) Parameter Tropfenablöse-, Dynamikkorrektur bzw. Dynamik ... je nach Verfah-
ren mit unterschiedlicher Funktion belegt.
 Loading...
Loading...