9
DEUTSCH
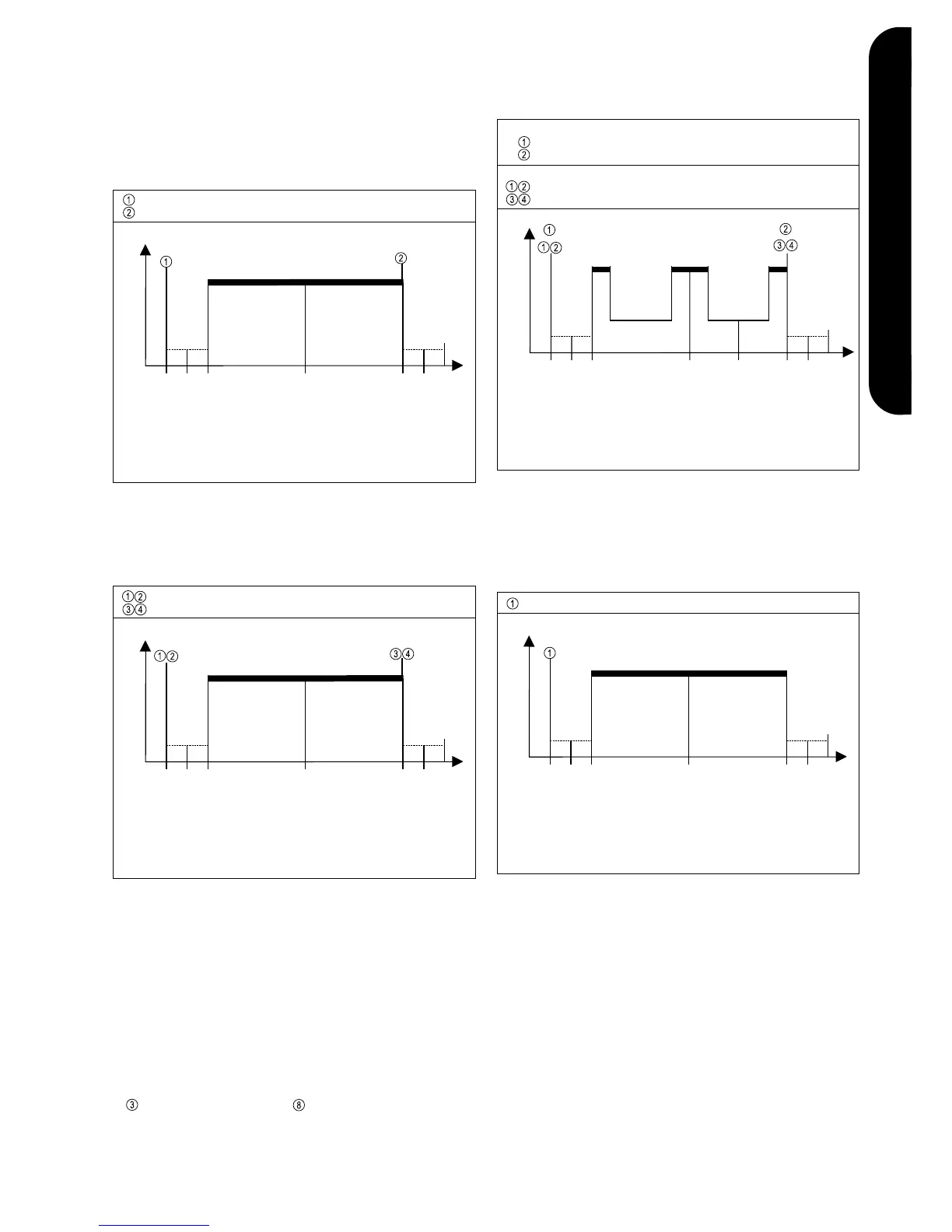
BETRIEBSARTEN
2-TAKTBETRIEB
Der 2-Taktbetrieb wird häufig für Heftarbeiten, kurze Schweißnähte
sowie im Automatenbetrieb eingesetzt.
INTERVALL 2- / 4-TAKTBETRIEB
Diese Betriebsart findet Anwendung im Dünnblechbereich; zum Über-
brücken von Luftspalten.
Da die Zuführung des Schweißdrahtes nicht kontinuierlich erfolgt, kann
das Schmelzbad in den Intervall-Pausenzeiten abkühlen. Eine örtliche
Überhitzung, welche ein Durchbrennen des Grundmaterials zur Folge
hat, kann weitgehend vermieden werden.
Die Intervallzeiten können mit den Einstellreglern Intervall-Schweißzeit
t1
sowie Intervall-Pausenzeit t2 verändert werden.
4-TAKTBETRIEB
Der 4-Taktbetrieb eignet sich besonders für längere Schweißnähte.
Abb.9 Funktionsablauf im 4-Taktbetrieb
t
I
Zyklus Start
Gasvorströmzeit
Schweißende mit
Abbrandzeit
Gasnachströmzeit
Zünden des Lichtbogens
= Schweißbeginn
Schweißen
Drücken und Loslassen der Brennertaste
Erneutes Drücken und Loslassen der Brennertaste
t
I
Zyklus Start
Gasvorströmzeit
Schweißende mit
Abbrandzeit
Gasnachströmzeit
Zünden des Lichtbogens
= Schweißbeginn
Intervall-
Schweißzeit
Intervall 4-Taktbetrieb
Drücken und Loslassen der Brennertaste
Erneutes Drücken und Loslassen der Brennertaste
Intervall-
Pausenzeit
Intervall 2-Taktbetrieb
Drücken und Halten der Brennertaste
Loslassen der Brennertaste
Abb.10 Funktionsablauf im Intervall 2- / 4-Taktbetrieb
Abb.8 Funktionsablauf im 2-Taktbetrieb
t
I
Zyklus Start
Gasvorströmzeit
Schweißende mit
Abbrandzeit
Gasnachströmzeit
Zünden des Lichtbogens
= Schweißbeginn
Schweißen
Drücken und Halten der Brennertaste
Loslassen der Brennertaste
DRAHTEINFÄDELN
In der Betriebsart Drahteinfädeln läuft der Schweißdraht mit der einge-
stellten Drahtgeschwindigkeit gas- und stromlos in das Brennerschlauch-
paket ein.
Um den Einschleichvorgang zu unterbrechen
- Brennertaste loslassen oder
- Wahlschalter Betriebsart in andere Position schalten
Hinweis! Ist der Wahlschalter Betriebsart über 2 min. in der Betriebsart
Drahteinfädeln, schaltet das Schweißgerät automatisch ab.
PUNKTSCHWEISSEN
Punktschweißen wird bei einseitig zugängigen Schweißverbindungen an
überlappten Blechen eingesetzt.
Abb.11 Funktionsablauf im Punktierbetrieb
t
I
Zyklus Start
Gasvorströmzeit
Punktierende mit
Abbrandzeit
Gasnachströmzeit
Zünden des Lichtbogens
= Punktierbeginn
Punktierschweißen mit
Zeitbegrenzung
Drücken und Loslassen der Brennertaste