GSI Group - Laser Division
JK300HP/JK300P/JK125P
Pre-installation and User Manual Issue 2.0
Page 160 of 172 Part No: 1EA300E01
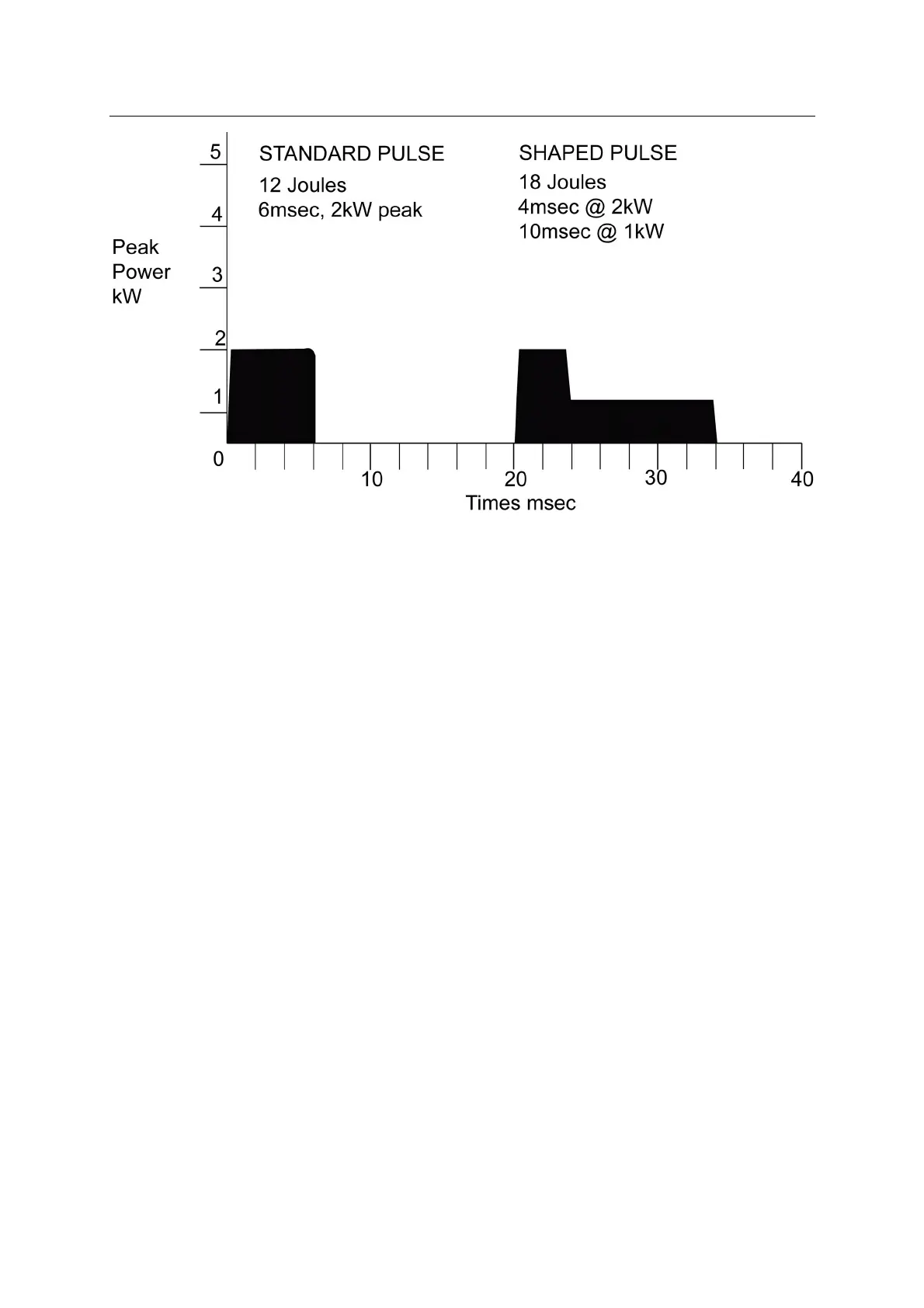
Figure 34 - Basic laser pulse and shaped pulse
The basic laser pulse from the pulsed laser is a rectangular pulse. Often the single sector
standard pulse is quite adequate when welding standard ferrous alloys without any coating
or carrying out standard pulsed YAG cutting applications. However, when welding reflective
or dissimilar materials, pulse shaping has a measurable effect on the quality and
consistency. Lasers are generally rated by their CW output, but pulsed lasers are discussed
in terms pulsed energy, peak power, pulse width and frequency.
10.2.1 Pulse energy
The volume of the melt puddle for each pulse is determined by pulse energy. There is a
minimum pulse energy required for weld penetration to a certain weld depth for a given
material. The energy per pulse, in Joules (E) is related to the average power (P) and the
pulse frequency (f) as follows:
E(Joules) = P (Watts) /f (Hz)
10.2.2 Peak Power
Refer to Figure 34, the height of the pulse is the peak power; peak power is required for
precious metal welding and a range of aluminium alloys. The peak power (P
p
) can be
calculated by the following:
P
p
(kW) = E (Joules) / t (seconds)
10.2.3 Pulse frequency and overlap
During pulsed ND: YAG welding, seam welds are produced by a series of spot welds. The
pulsing rate of the laser results in faster or slower seam welding as the rate is increased or
decreased. To produce hermetic welds, the pulse rate (f), spot diameter (d) and the weld
speed (v) have to be matched to produce the required percent overlap (%OL). In general,
typical values for hermetic welds are between 70 to 80 %OL and for non-hermetic welds are
between 50 to 60 %OL. The percent overlap can be calculated as follows:
%OL = 100[(d-v/f)/d]
Petitioners Canadian Solar Inc. and Canadian Solar (USA) Inc.
Ex. 1025, p. 160

 Loading...
Loading...
