IT-13
DIFETTI DI TAGLIO
Durante le operazioni di taglio possono sorgere
delle imperfezioni di prestazione che possono essere
causate da malfunzionamenti di fabbrica o da altri
difetti operativi come:
• Penetrazione insufficiente:
velocità di taglio troppo elevata;
torcia troppo inclinata;
pezzo troppo spesso;
corrente di taglio troppo bassa;
parti della torcia consumate;
ricambi non originali;
• Interruzione dell’arco di taglio:
velocità di taglio troppo bassa;
distanza eccessiva tra torcia e pezzo;
linea c.a. troppo bassa - ridurre corrente in
uscita;
parti della torcia consumate;
ricambi non originali;
cavo di massa scollegato;
• Formazione eccessiva di scorie:
velocità di taglio troppo bassa (scoria infe-
riore);
velocità di taglio troppo elevata (scoria supe-
riore);
distanza eccessiva tra torcia e pezzo;
corrente di taglio troppo bassa;
parti della torcia consumate;
ricambi non originali;
• Taglio inclinato (non perpendicolare):
posizione della torcia non corretta;
errata e/o asimmetrica usura del foro dell’u-
gello; assemblaggio delle parti della torcia;
• Eccessiva usura dell’ugello e degli elettrodi:
pressione dell’aria troppo bassa;
superamento capacità del sistema (materiale
troppo spesso);
aria contaminata (umidità - olio);
eccessivo innesco dell’arco pilota in aria;
torcia non assemblata correttamente;
punta della torcia a contatto con il pezzo;
componenti della testa della torcia mancanti
o danneggiati;
ricambi non originali.
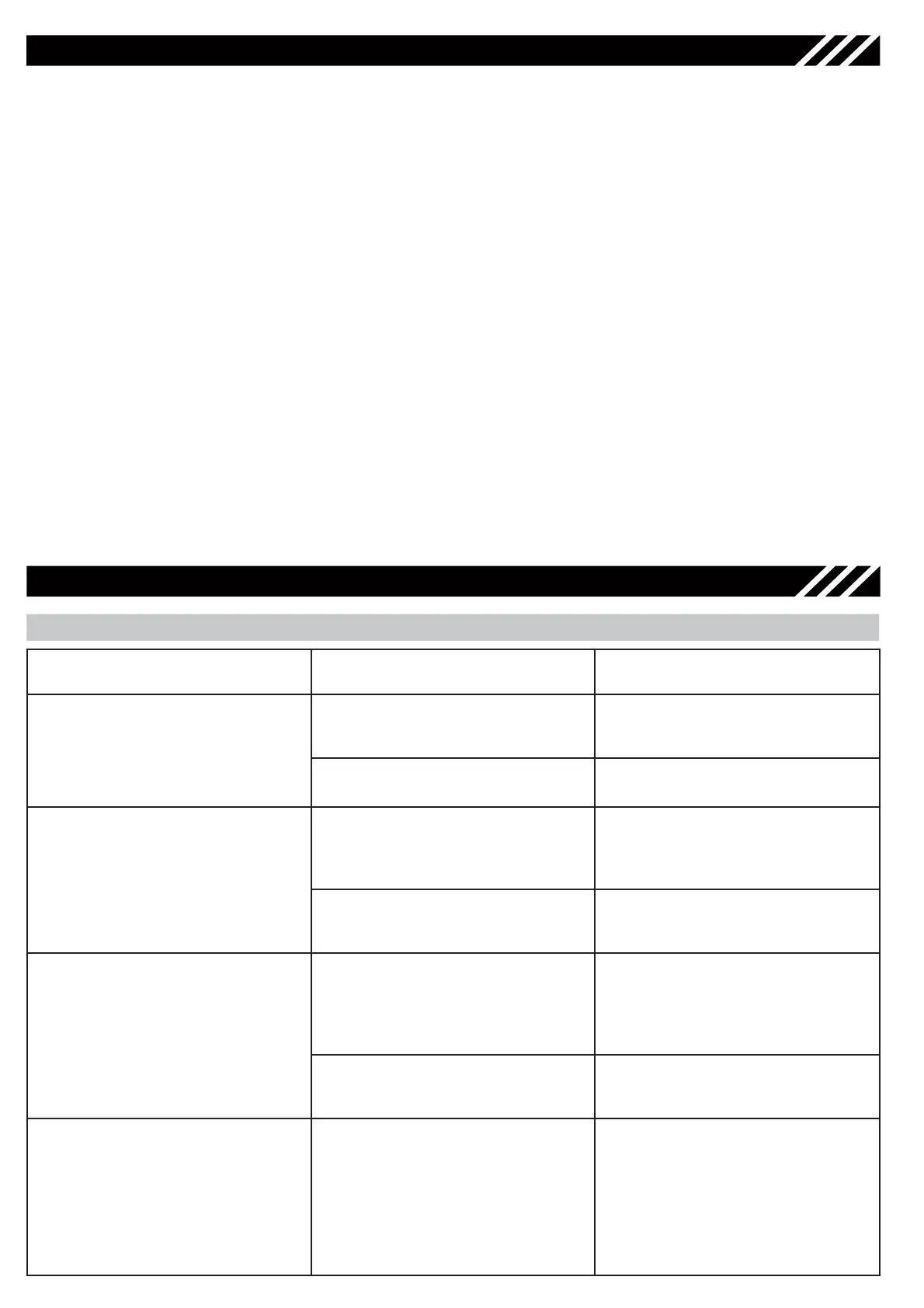
RICERCA GUASTI
Indicatore di rete spento, ventila-
tore non lavora.
Interruttore aperto. Ripristinare l’interruttore.
Indicatore di rete ON, indicatore
giallo di sovratemperatura ON
L’unità è surriscaldata Assicurarsi che la macchina non
abbia lavorato oltri il limite del
ciclo di lavoro.
Flusso dell’aria ostruito Lasciare almeno 0,5 m per lato
liberi attorno all’unità.
Indicatore di rete ON. Indicatore
Bar lampeggiante (11), allarme
acustico.
Gas non collegato o pressione
sotto i 3,5bar.
Controllare che ci sia una pressione
di almeno 4 bar durante lo spurgo
o il pre-flusso, regolare pressione
ottimale del gas a 5,2 bar.
Linea dell’aria bloccata Controllare che le linee d’aria e
i collegamenti della torcia non
siano torti o piegati.
Indicatore di rete ON. Indicatore
Bar lampeggiante (11).
Pressione troppo bassa, tra i 3,5 e
i 4,0 bar o pressione troppo alta,
oltre i 6,5 bar
Controllare che ci sia una
pressione compresa tra 4 e 6 bar
durante lo spurgo o il pre-flusso,
regolare pressione ottimale del
gas a 5,2 bar.
Linea dell’aria bloccata Controllare che le linee d’aria e
i collegamenti della torcia non
siano torti o piegati.
Indicatore di rete ON. Indicatore
Sovratensione o sottotensione/
mancanza di fase ON (6). La
macchina non funziona.
Tensione di linea troppo alta o
troppo bassa.
Controllare la rete di alimen-
tazione. Nel momento in cui la
tensione rientra nei parametri
accettati dal generatore l’indica-
tore di allarme (6) si spegne e la
macchina riprende a funzionare.
In caso contrario rivolgersi a un
centro assistenza.
PROBLEMA POSSIBILE CAUSA POSSIBILE SOLUZIONE
 Loading...
Loading...





