114 Magyar 2253585
*2253585*
A megadott adatok az elektromos szerszám fő alkalmazási területeire vonatkoznak. Ha az elektromos
kéziszerszámot más célra, eltérő betétszerszámokkal használják, vagy nem megfelelően tartják karban, akkor
az adatok eltérőek lehetnek. Ez jelentősen megnövelheti az expozíciókat a munkaidő teljes időtartama alatt.
Az expozíció pontos megbecsüléséhez azokat az időszakokat is figyelembe kell venni, amikor a gépet
lekapcsolták, vagy a gép ugyan működik, de ténylegesen nincs használatban. Ez jelentősen csökkentheti az
expozíciókat a munkaidő teljes időtartama alatt.
Hozzon kiegészítő intézkedéseket a kezelő védelme érdekében a hang és/vagy a rezgés hatásai ellen,
mint például: Elektromos kéziszerszámok és betétszerszámok karbantartása, a gépkezelő kezének melegen
tartása, a munkafolyamatok megszervezése.
Zajinformációk
Jellemző A osztályú hangteljesítmény (L
WA
)
89 dB(A)
Hangteljesítményszint bizonytalanság (K
WA
)
3 dB(A)
Jellemző A osztályú zajkibocsátás (L
pA
)
78 dB(A)
Hangnyomásszint bizonytalanság (K
pA
)
3 dB(A)
Vibrációs értékek
Triaxiális rezgésgyorsulási érték (a
h
)
3,8 m/s²
Bizonytalanság (K)
1,5 m/s²
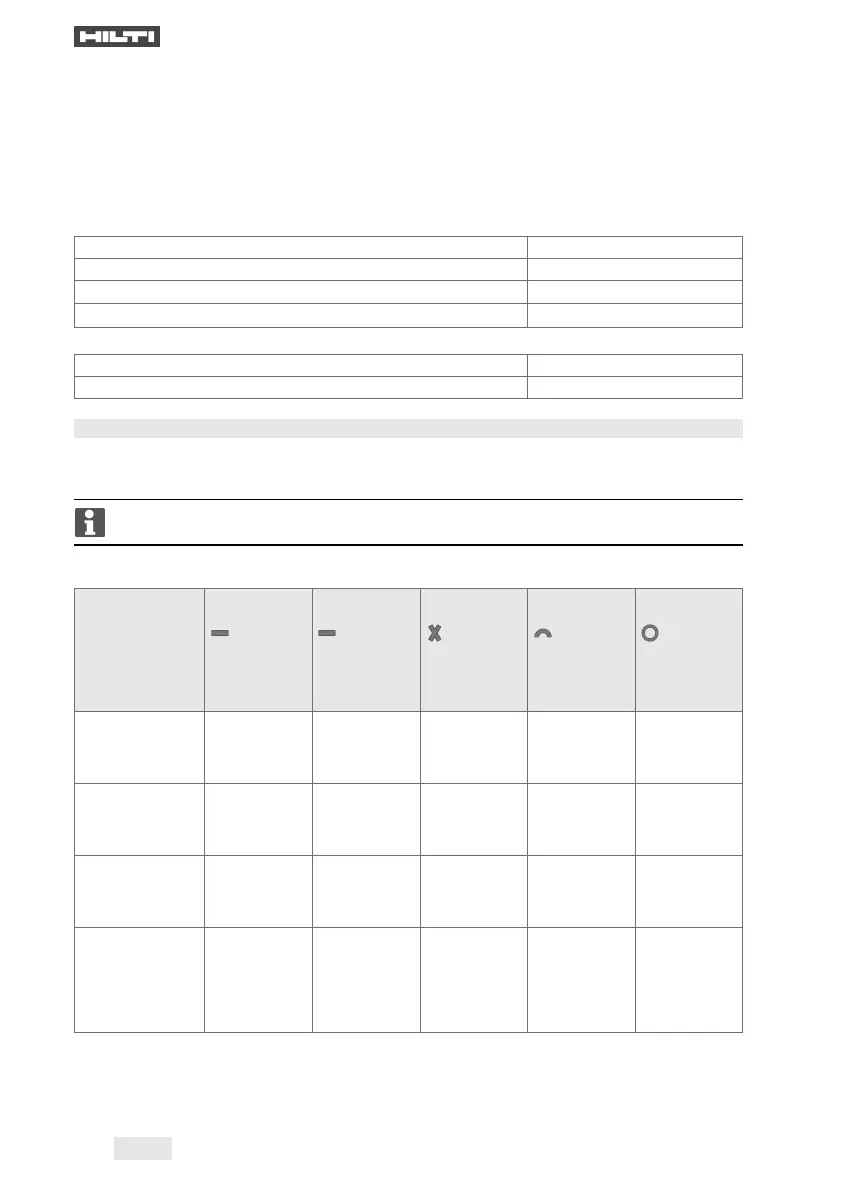
4.3 Kés
A munkadarab vastagságától és szilárdságától függően különböző késtípusokra van szükség. Válassza ki a
felhasználási célnak megfelelő késeket a következő táblázatból.
A kés két vágóéllel rendelkezik. Ezeket nem lehet utólag élezni.
Első, gyári felszerelés: SSHCS 1,5 2,5 mm
SSHCS,
0,5 1,5 mm,
, egyenes
vágások
SSHCS,
1,5 2,5 mm,
, egyenes
vágások
SSHCX,
0,5 1,5 mm,
, neme-
sacélban
végzett
egyenes
vágások
SSHCC,
0,5 1,5 mm,
, ívek
SSHCD,
4 x 0,9 mm,
, spirális,
falcolt csövek
Megengedett
anyagvastagság
acélban, max.
400 N⁄mm²
1,5 mm 2,5 mm •/• 1,5 mm •/•
Megengedett
anyagvastagság
acélban, max.
600 N⁄mm²
1,0 mm •/• 1,5 mm 0,8 mm •/•
Megengedett
anyagvastagság
alumíniumban
max. 250 N⁄mm²
2,0 mm 3,0 mm •/• 2,0 mm •/•
Megengedett
anyagvastagság
spirális, falcolt
csövek acéla-
nyag esetében
max. 400 N⁄mm²
•/• •/• •/• •/• 4 x 0,9 mm

 Loading...
Loading...







