13
Embedded part program parameters
If you are using the EDGE Pro controller, use the following list of parameters to
control the moving pierce (MP) sequence.
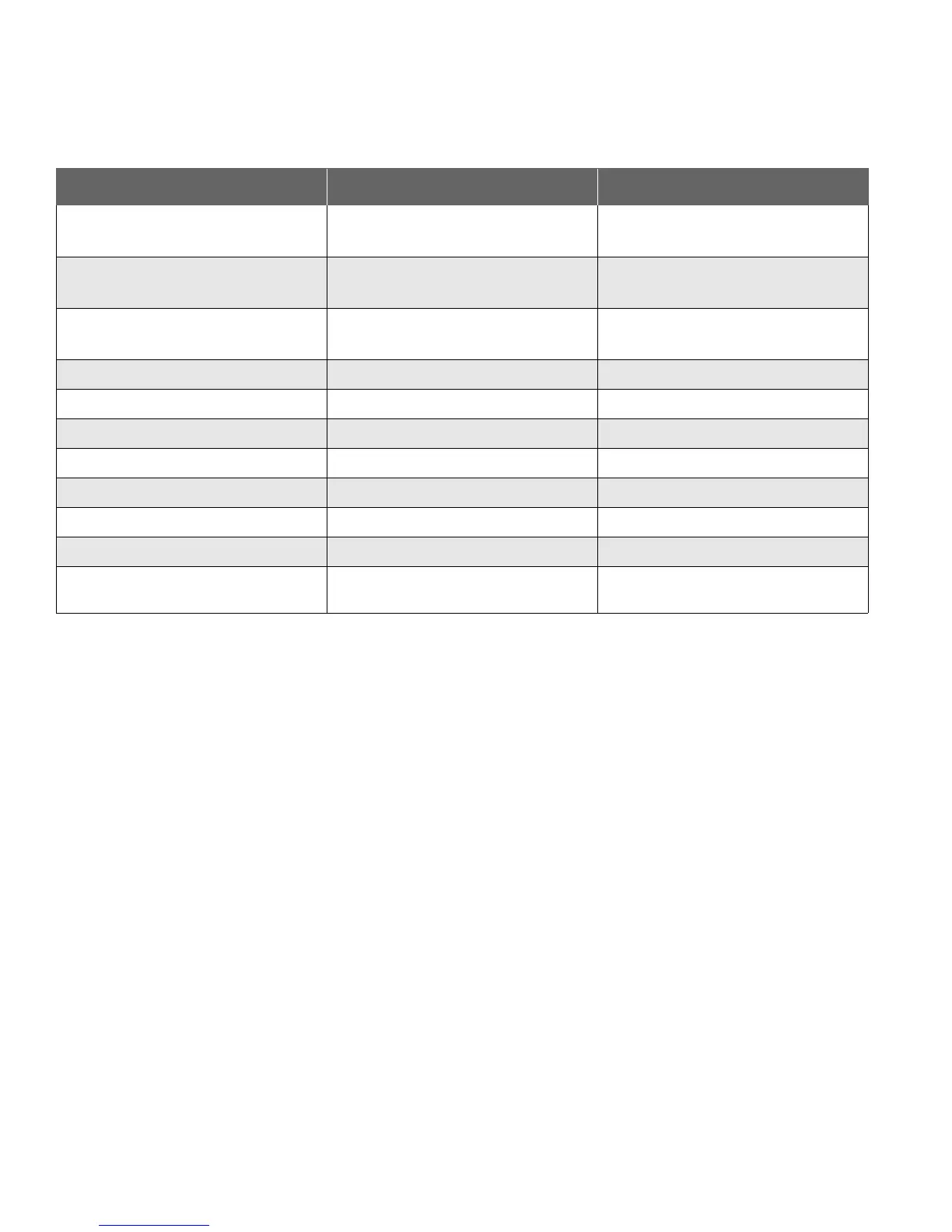
Table 3 – Moving pierce (MP) embedded part program parameters
Parameter name Embedded program code Description
MP feed #1 - fast gouge F45
G01 X0 Y1
Speed=45ipm (1143mm/m)
Move 1 inch (25 mm) Y axis
MP feed #2 - intermediate F20
G01 X0 Y0.5
Speed = 20 ipm (508 mm/m)
Move 0.5 inch (13 mm) Y axis
MP feed #3 - cut speed F10
G01 X0 Y2.5
Speed = 10 ipm (254 mm/m)
Move 2.5 inch (65 mm) Y axis
Transfer height factor G59 V604 F300 Transfer height = 300% of cut height
Pierce delay G59 V601 F8.0 Total pierce delay = 8.0 seconds
Moving delay (lifter) G59 V610 F50 Percent moving delay = 50% of pierce delay
Pierce height factor G59 V602 F500 Pierce height = 500% of cut height
Pierce end height factor G59 V611 F250 Pierce end height = 250% of cut height
Cut height delay G59 V605 F3.0 Cut height delay = 3.0 seconds
Cut height G59 V603 F0.25 Cut height = 0.25 inches (6 mm)
MP AVC delay M51T15 MP AVC delay = 4 seconds (the M51T value is the sum of
MP AVC delay, cut height delay, and pierce delay)