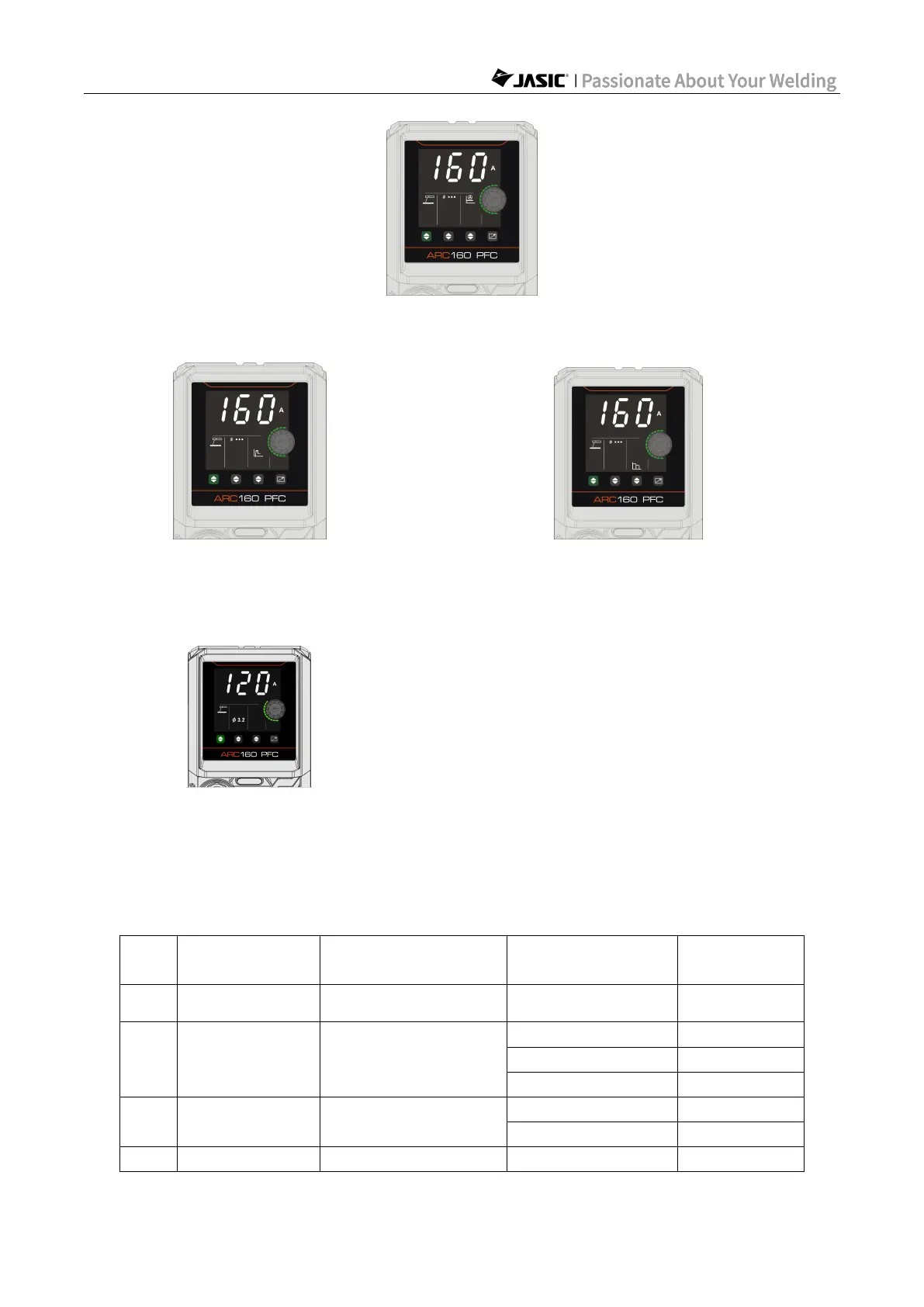
7.1.3 Set the welding parameters when selecting the Manual mode.
The knob can adjust welding current, Hot start current and Arc force parameters
respectively.
7.1.4 Select Synergic mode and set the welding parameters.
After selecting the electrode diameter the system will automatically select the welding
current, Hot start current, and Arc force. Users can rotate the adjuster knob according to the
welding requirements to fine-tune the welding current parameters.
The table below gives a guide to set up for various material thicknesses and welding
electrode size. The operator can set their own parameters based on the type and diameter
of welding electrode and their own process requirements.
Welding electrode
diameter range (mm)
Welding electrode
diameter (mm)