Betriebsanleitung Seite 9
5. Drahtvorschub
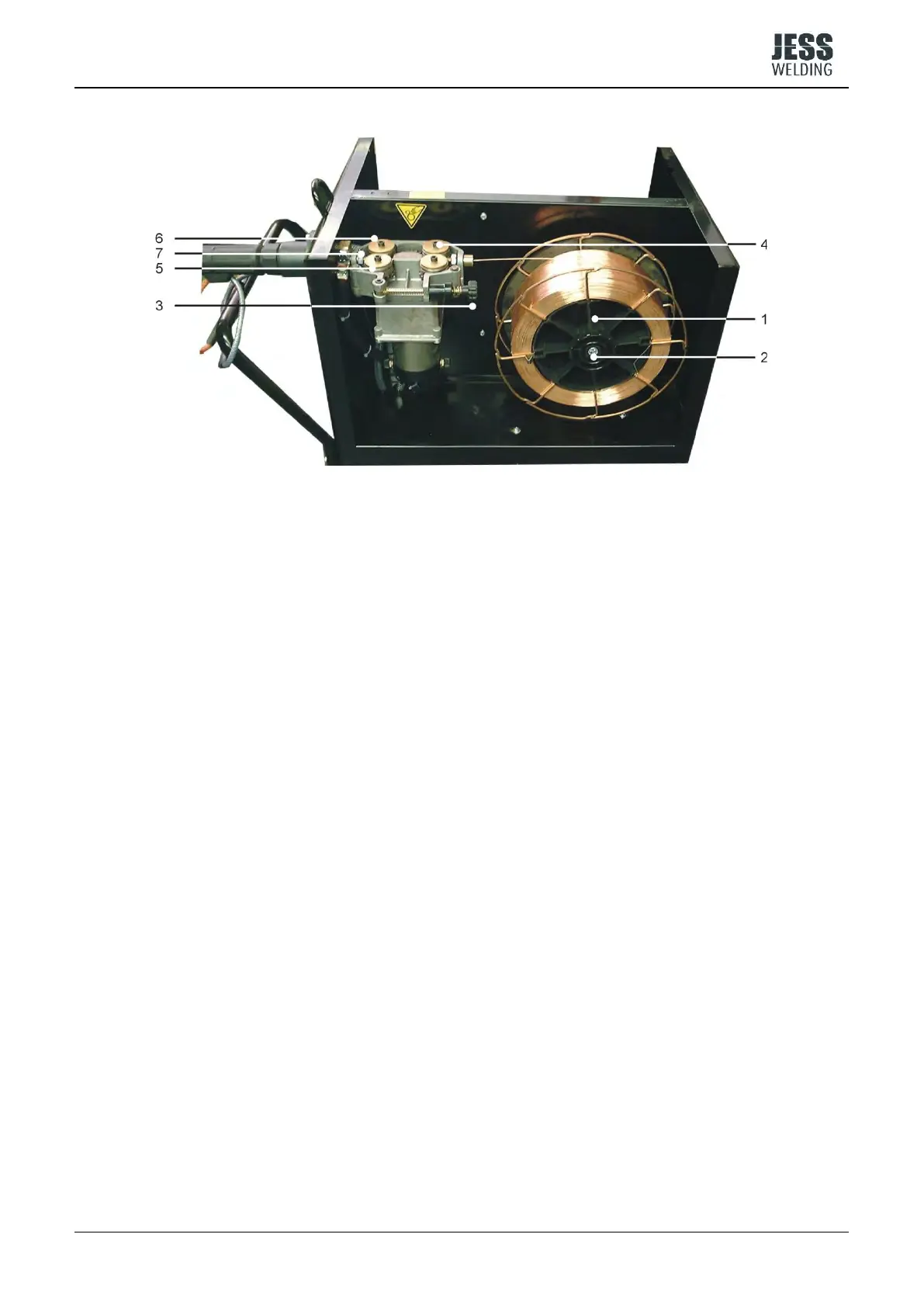
Abbildung 5.1 Drahtvorschub
Vierrollenantrieb
Vier untereinander verzahnte Drahtvorschubrollen sorgen für einen sicheren Transport des Schweißdrahts. Für
den verwendeten Draht muss jeweils die Drahtvorschubrolle mit der entsprechenden Nut eingesetzt werden.
Jede Drahtvorschubrolle ist zweiseitig nutzbar. Zum Drehen bzw. Austauschen der Drahtvorschubrollen sind die
Inbusschrauben (4) herauszudrehen. Es ist darauf zu achten, daß die Nut der Drahtvorschubrollen (5,6) mit
dem Drahtführungsrohr (7) eine Flucht bildet.
Für die Verarbeitung von Massivdraht sind die Drahtvorschubrollen folgendermaßen einzusetzen:
- Die oberen Drahtvorschubrollen (5) mit glatter Oberfläche.
- Die unteren Drahtvorschubrollen (6) mit V-förmiger Nut entsprechend dem zu verarbeitenden
Drahtdurchmesser (0,8/1,0/1,2/1,6 mm ).
Die gerändelte Nut ist für die Verarbeitung von Fülldraht bzw. Röhrchendraht vorgesehen.
Der Anpresspunkt der Drahtvorschubrollen ist mit dem Drehgriff (3) so einzustellen, daß der Draht bei
gestrecktem Schlauchpaket einerseits gleichmäßig gefördert wird und andererseits nicht ausknickt, sondern
durchrutscht, wenn der Draht am Stromdüsenaustritt festgehalten wird.
Spulenbremse
Der Drahtaufnahmedorn (1) ist mit einer Spulenbremse ausgestattet, die ein Nachlaufen
der Drahtspule beim Anhalten des Drahtvorschubmotors verhindert. Durch Rechtsdrehen
der Inbusschraube (2) kann die Bremswirkung vergrößert werden.
Drahtförderung im Brennerschlauchpaket
Der Reibungswiderstand des Schweißdrahts in der Drahtführungsspirale vergrößert sich mit der Länge des
Schlauchpakets. Das Brennerschlauchpaket sollte deshalb nicht länger als nötig gewählt werden.
Bei der Verarbeitung von Aluminium-Schweißdraht empfiehlt es sich, die Drahtführungs-
spirale durch eine Teflon-Drahtführungs-Seele zu ersetzen. Die Länge des Brennerschlauchpakets sollte nicht
mehr als 3 m betragen.
Es ist zu empfehlen, die Drahtführungsspirale und das Drahtführungsrohr nach dem Ver-
schweißen einer Rolle Draht mit Pressluft auszublasen.
Die Gleitfähigkeit der Drahtführungsspirale verschlechtert sich in Abhängigkeit von der
geförderten Drahtmenge und den Drahteigenschaften. Bei einer merkbar schlechteren
Drahtförderung ist die Drahtführungsspirale auszuwechseln.