Operating manual Page 7
4. Control functions
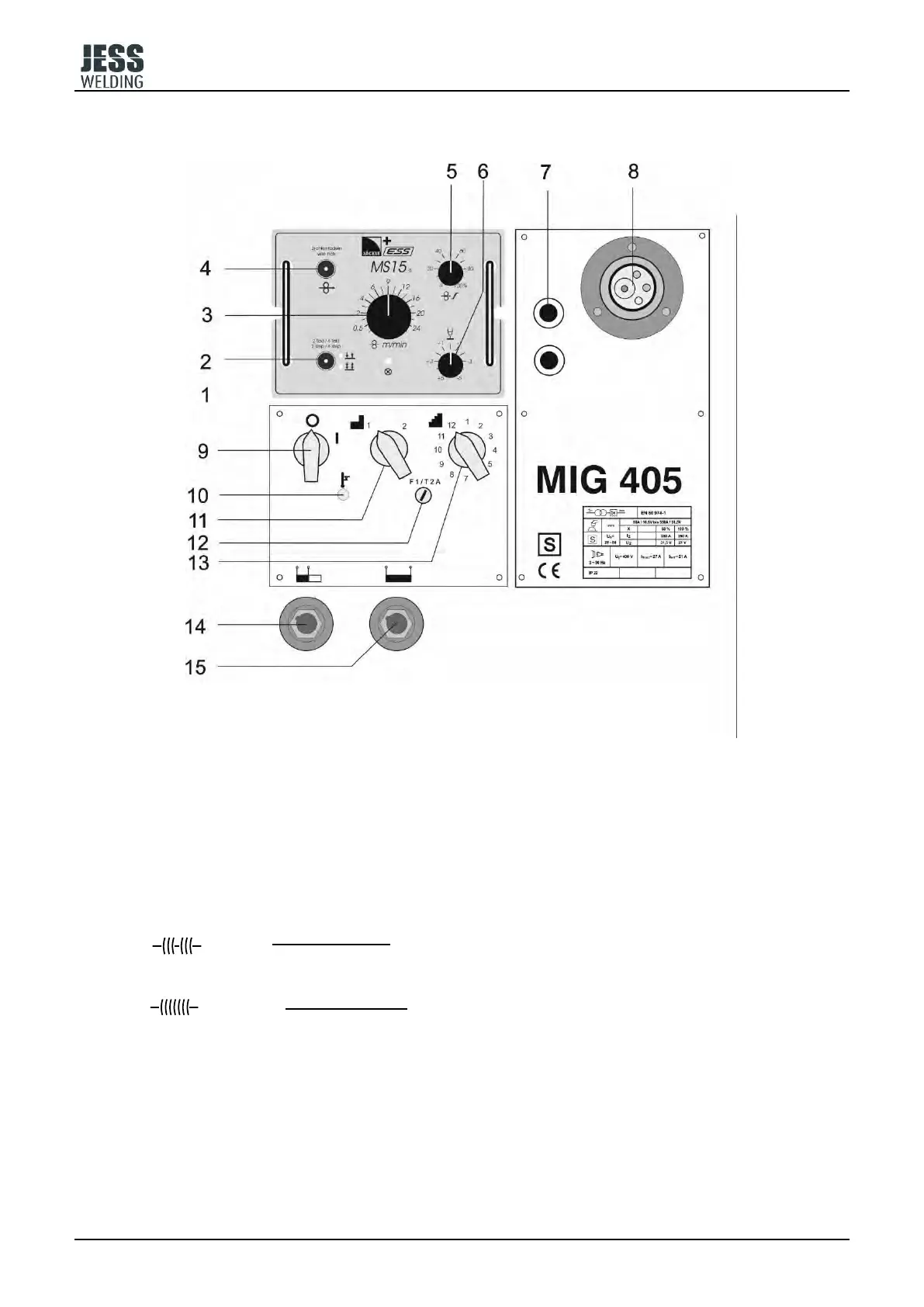
Picture 4.1 Control Elements
1 Control box lamp
is lit if unit is ready for work.
2 2-cycle/ 4-cycle knob
to switch over from 2-cycle to 4-cycle operation.
2-cycle operation to carry our short weld seams and tack-welds.
The welding process runs as long as the torch trigger is kept pressed down.
4-cycle operation for long weld seams
The welding process is initiated upon the first press of torch-trigger
and stopped by second press of the same.
Both in 2-cycle and 4-cycle operation, there is a 2-second post flow of gas.
In case of erroneous actuation of torch trigger and/or no arc occurring, automatic
cut-off function will stop current flow, gas flow and wire feed function after 5 seconds.