Operating manual Page 14
11. Trouble – shooting
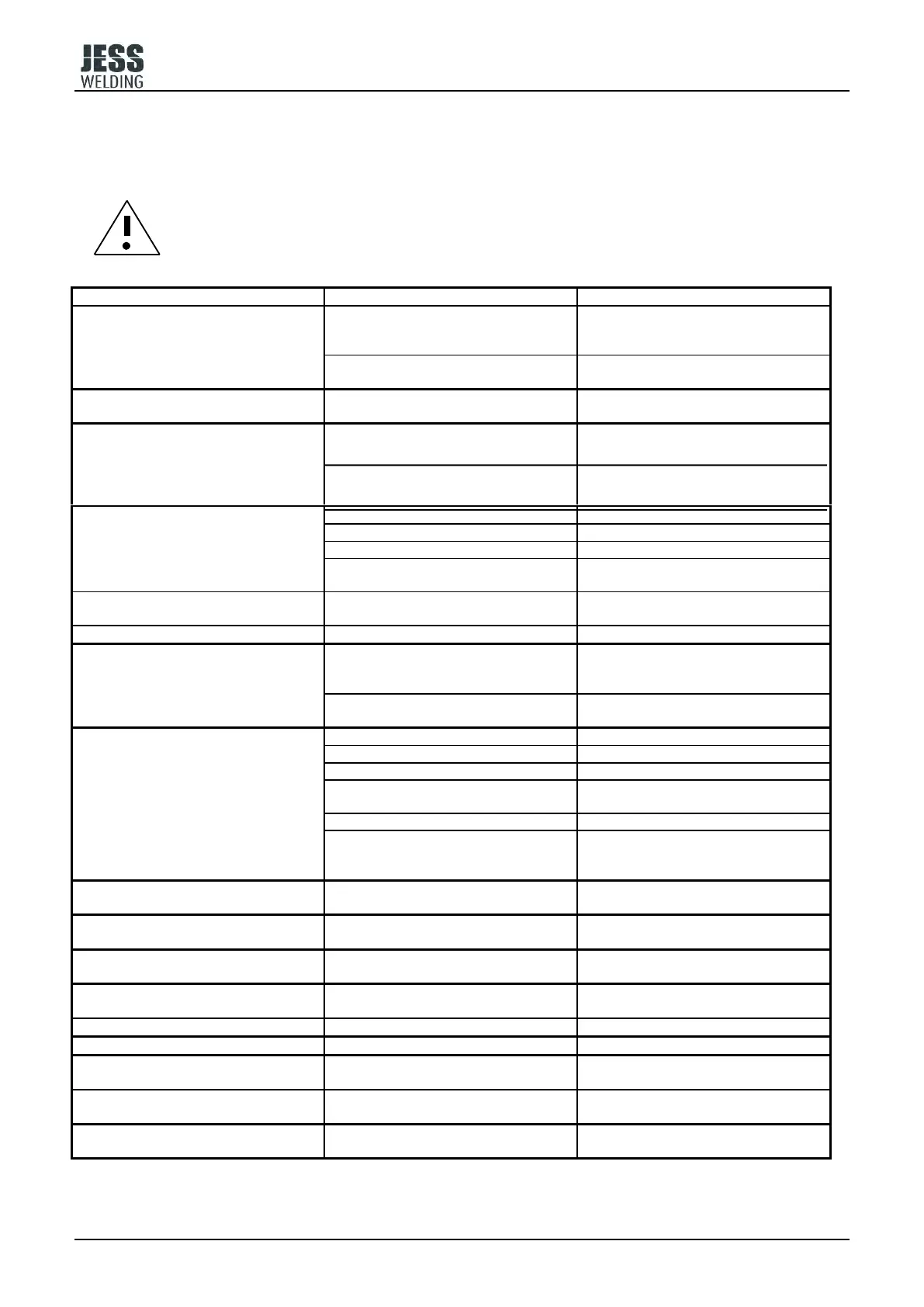
Any remedial action to defective electrical equipment must be carried out
by a qualified electrician!
Mains connected and master
switch in pos.´ON´/
fan and water pump out of service
check mains fuse, check mains cable
F1 fuse at front panel de-
fective
exchange F1 fuse
(T 2 A/ 250 V)
Fan and water pump are in operation/
control light mains-on is not lit
mains control lamp defective
check / exchange control
lamp
Control light mains-on is lit /
control box lamp MS 15 is not lit
respectively LED display MSE is not lit
control box lamp defective
fuse in control box defective
interruption at transition hose pack
check / exchange control box lamp
exchange fuse(T6,3 A/250V)
check / exchange transition hose pack
No function after pressing torch trigger
torch control line interrupted
check / exchange control box
temperature fault indicator is lit
see chapter 5
(Control elements)
water flow fault indicator is lit
see chapter 7 (circulation water
cooling)
Wire feed motor out of service
check / exchange control box
Wire buckling between wire feed
rollers and guide tube
excessive contact pressure of wire
feed rollers
see chapter 6
(Wire feed)
distance between wire feed rollers and
guide tube too far
check distance / realign guide tube
wire-holding arbor runs heavily
see chapter 6 (Wire feed)
dirty / defective wire guide tube or
spiral
see chapter 6 (Wire feed)
clogged / defective current contact tip
clean / exchange current contact tip
dirty / rusty welding wire
wire guide tube misaligned with wire
feed roller groove
see chapter 6 (Wire feed)
workpiece surface polluted (paint, rust,
oil, grease)
no shielding gas (solenoid valve not
opening)
check / exchange solenoid valve
insufficient shielding gas
check shielding gas at pressure
reducer
check gas line for leakage using meter
tube
1 mains phase not connected
check mains fuse, check mains cable
Wire burns back into current contact
tip at start of process
deficient wire feed, feed rollers idling
see chapter 6 (Wire feed)
Wire burns back into current tip nozzle
at cut-off
wire backburn set-point value too high
see chapter 5 (Control elements)
Wire adheres to weld seam after
switch-off
wire backburn set-point value too low
see chapter 5 (Control elements)