KEOFITT W9 USER MANUAL V.4 PAGE 33
11. WELDING INSTRUCTIONS
Valves for welding are available in two types: T (tank) and P (pipe).
1. For type T (tank) it is necessary to drill a hole ø28 mm into the tank wall, and then t the valve
into this hole ush with the inside of the tank. Welding should be carried out as a penetration
welding.
Material thickness less than 4 mm: Weld from inside. Material thickness greater than 4 mm:
Weld from both outside and inside.
Since type T has a solid end piece, the valve will not be damaged by penetration welding.
However, the use of purge gas in the form of either Argon or Formier gas is recommended in
order to give the best result.
2. For type P (pipe) penetration welding must be carried out from outside. The valve
is machined with a recess-like shoulder on the outside of the end piece which gives
approximately the same material thickness (1.5mm material thickness) as in the pipe wall.
This machined shoulder can be modied according to the customer’s wishes.
IMPORTANT!
• When grinding/polishing the internal weld, the valve seat must not be touched.
11.1 Welding method
The welding result will be best if the following method is used:
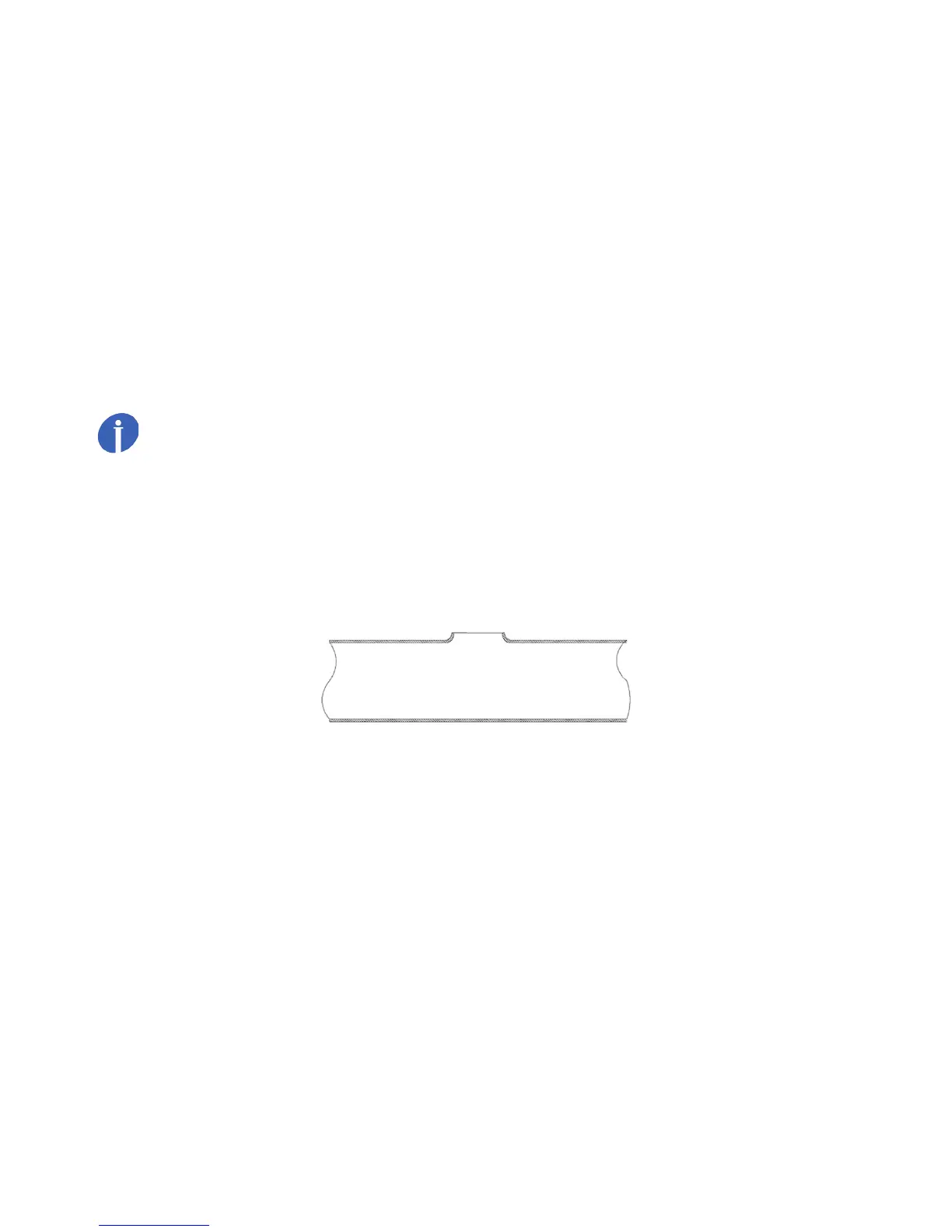
A collar is made on the pipe section so that the valve has a at contact face. This aring must look like a
T-piece, as shown in the example below.
• The pipe section and the valve’s hose pieces are sealed with sponge rubber or similar.
• Purge gas such as Argon or Formier gas is fed through the valve body into the pipe section and
the system is now lled with 6 times the estimated volume of the pipe section. All O
2
is thus
expelled from the system and welding can commence.
• Welding must take place only with the purge gas continually owing in the system.
• The gas remains in the system until the item is lukewarm, aer which the set-up can be
dismantled.
11.2 Guideline welding values
W9™ valve welded onto a 2 mm 3” dairy pipe: 50-60 Amp.
It should be noted that Keott can supply all P type valves welded onto a pipe section according to
customer specications. Flaring is thus avoided and only a girth weld is required.