10
6 Operation
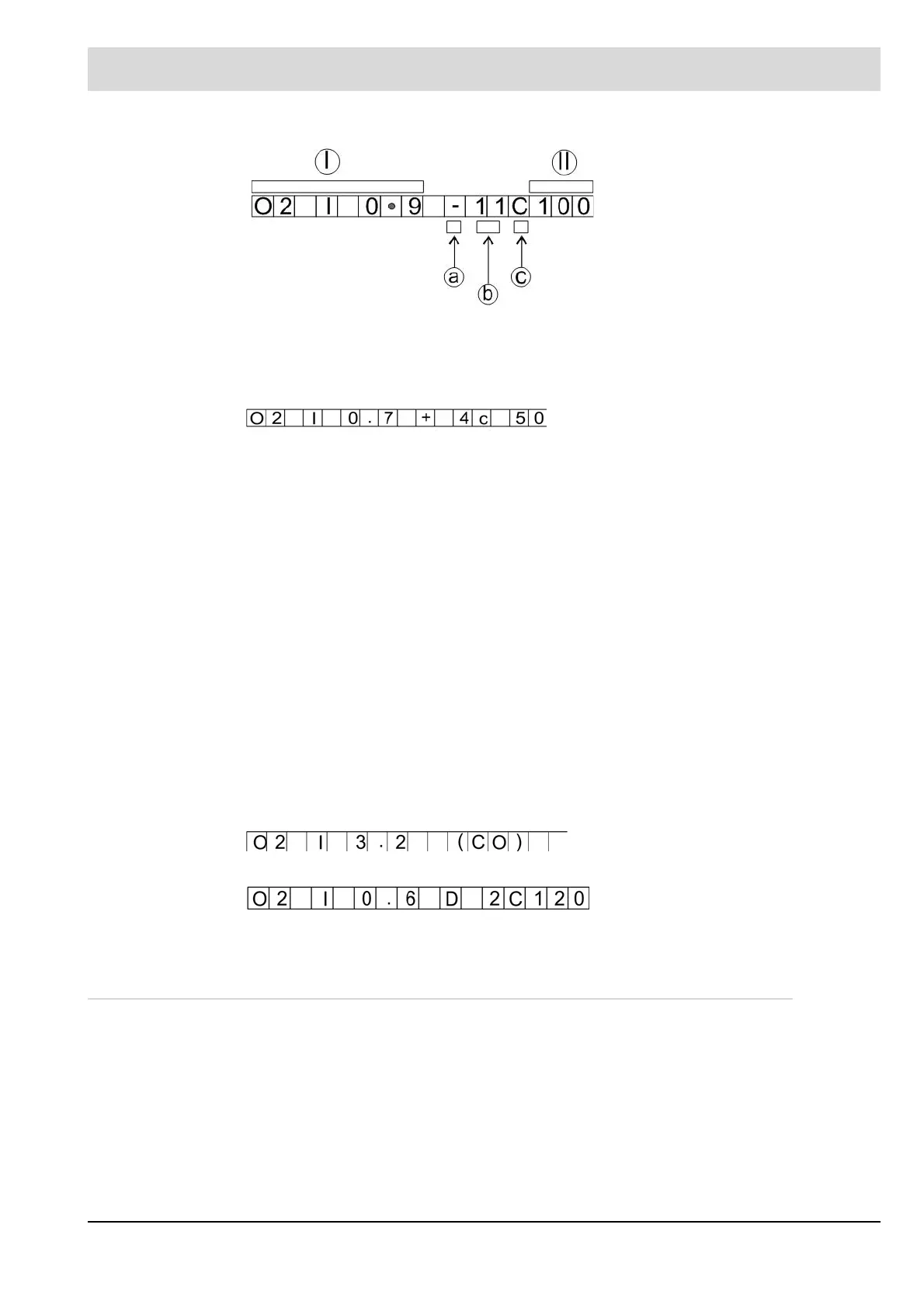
Examples:
Example of inactive control, if the O
2
controller is not permitted to take over.
Example of active dynamic test
D2 ... dynamic test active, CO
e
120 ppm
6.1.5 Display and Interpretation of the Operating Modes
I - O
2
actual value
II - CO
e
value
a Edge position:
"-" Air would be reduced
"+" Air would be increased
b11 11 optimisation steps have
taken place
c big "C" means optimisation dur-
ing increasing firing rate
small "c" means optimisation
during decreasing firing rate
O
2
actual value 0.7 %
+ air is increased, 4 optimisation steps already performed
c small "c" means optimisation in the learning curve for decreasing firing rat
e
CO
e
50ppm
b-
In
formation on optimisation in the
current
firing rate segment
"0" until now there were no optimi-
sation
"1" ... "31" linear approach
"32" optimisation completed
"50" ... "81" successive repeated control
from the CO
"D 1" ... "D 6" dynamic test step 1 to step 6
op O
2
trim in standby (during burner start-up), or O
2
trim temporarily switched off as a
function firing rate via parameters 914 and 915.
or O
2
- trim active.
ot O
2
trim temporarily deactivated (air deficiency, probe dynamics etc).
od O
2
trim deactivated (fault), e.g. test routine failed during burner start-up, dynamic test
negative, O
2
trim temporarily deactivated for over 1 hour etc.
C Optimisation at increasing firing rate
c Optimisation at decreasing firing rate