Measuring
I
I
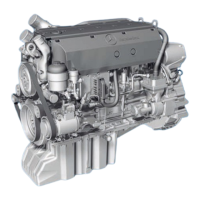
Measure the cleaned cylinder bores with an
internal measuring device at measuring points
1,
2 and 3 in longitudinal direction A (piston pin
axis) and in transverse direction B.
With pistons installed, measuring point 3 is just
above the piston, which must be at bottom dead
center.
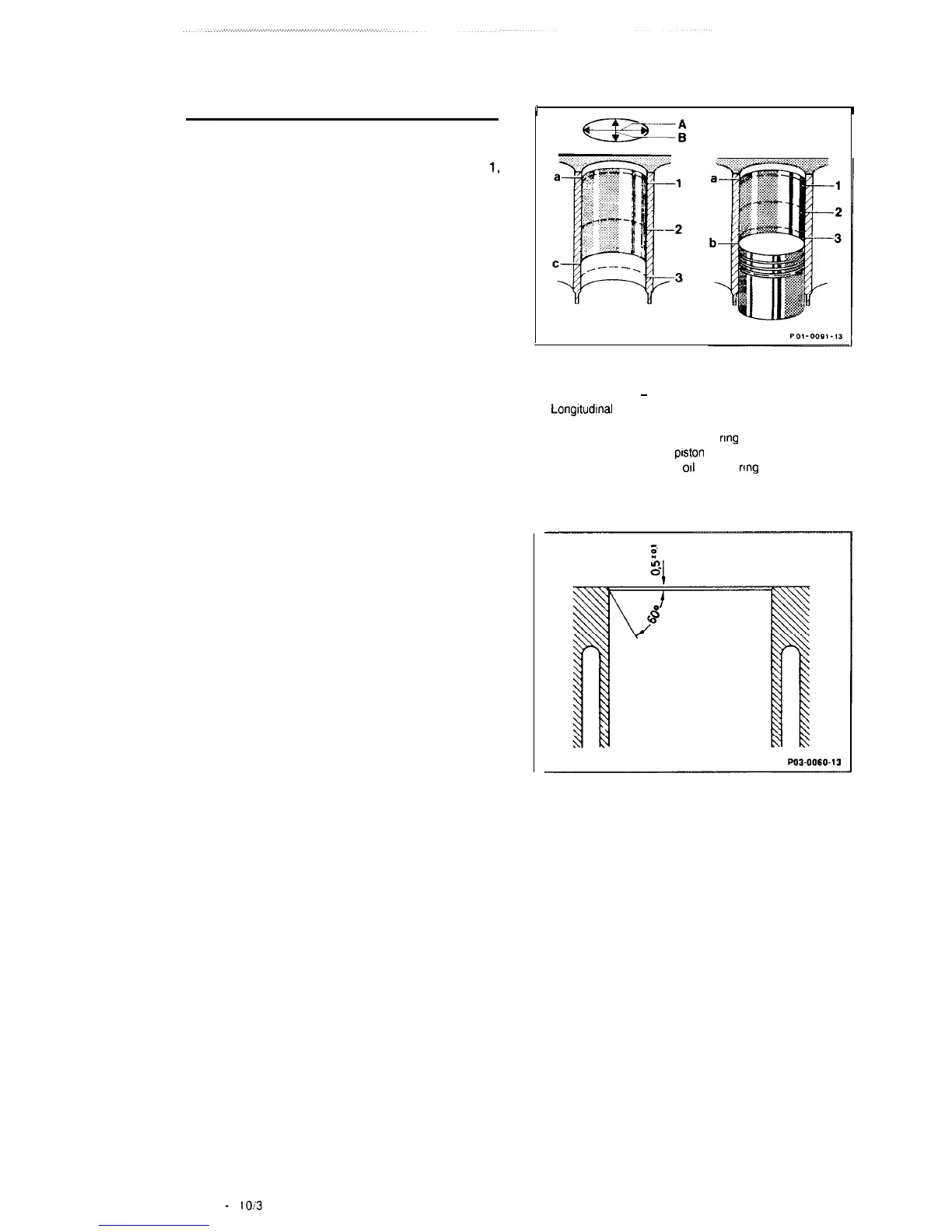
Chamfer the cylinder bores after boring.
The material allowance for honing should be not
more than 0.05 mm.
Measuring points 1
-
3
A
Longltudmal
direction
B Transverse direction
a Top reversal point of 1st piston
nng
b Bottom dead center of
piston
c
Bottom reversal point of
011
scraper
rmg
01 0904
-
1
lOi
 Loading...
Loading...