25
Meritor Differential Carrier 18X
2 Maintenance
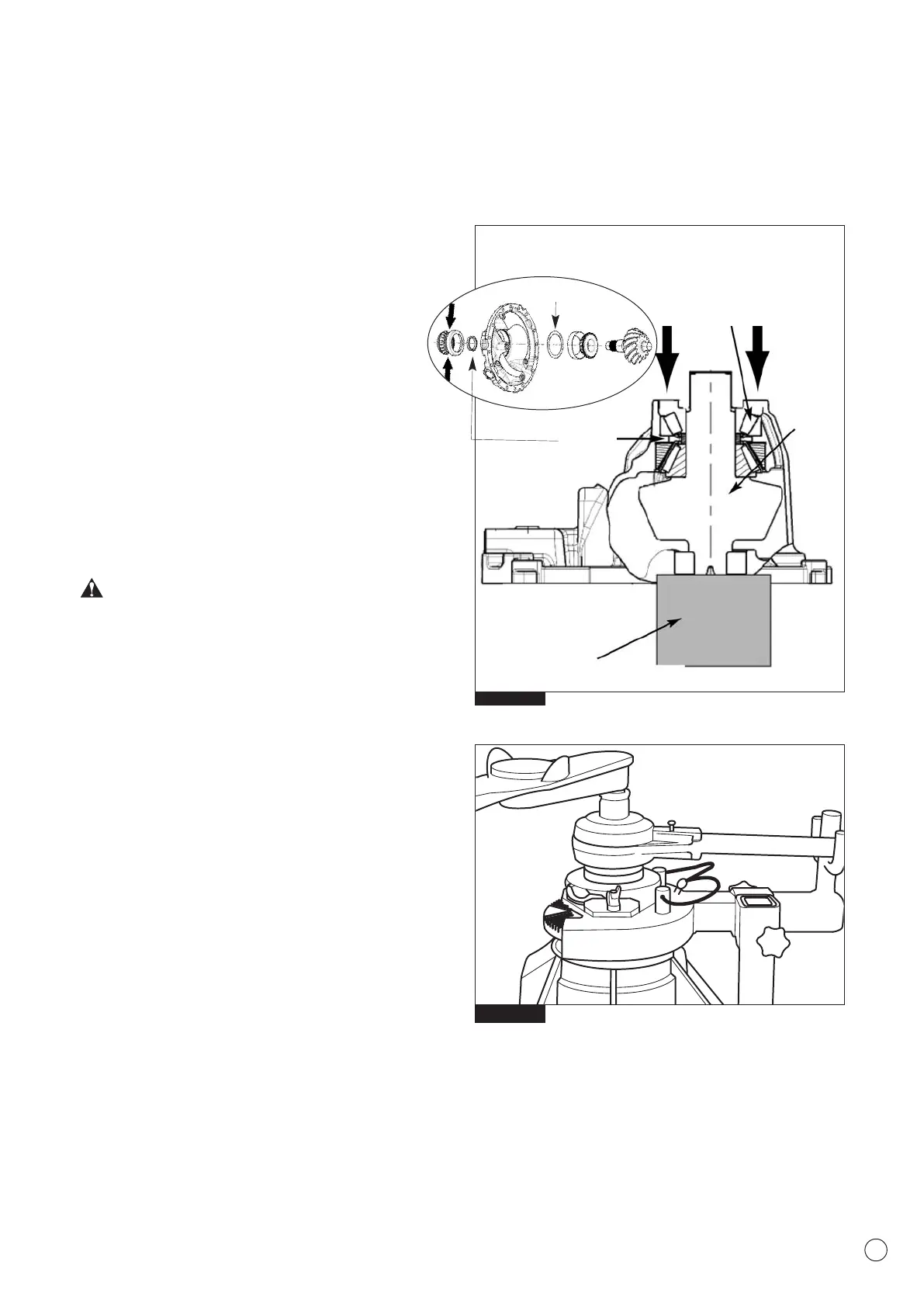
19. Using a suitable service tool (MST4804), firmly press the
outer bearing cone of the pinion shaft once more against the
spacer/s (Fig.2.32) using a press load of 6 - 8 ton. Rotate the
pinion by hand to seat the bearings.
NOTE: If a press is not available proceed to point 20 and fit the
flange.
CAUTION:
When using a press to fit the outer bearing cone on the
pinion always support the pinion head with a suitable block
of wood (Fig. 2.32). Failure to do this could result in damage
to the carrier casting or drive gear assembly.
20. Fit the flange and tighten the pinion nut to a torque value of
2000 - 2500Nm.
NOTE: The flange must be fully seated against the outer pinion
bearing before the nut is tightened to the torque specification.
The flange must be held with a suitable tool (MST4400-CT13) to
tighten the nut and a torque multiplier will be required to achieve
the correct torque value of 2000 - 2500 Nm. (Fig.2.33)
Fig. 2.32
Spacer
Outer
Bearing Cone
Wooden Block
Pinion Head Support
Pinion
Fig. 2.33
Shims