41
Paramétrage des paramètres secondaires
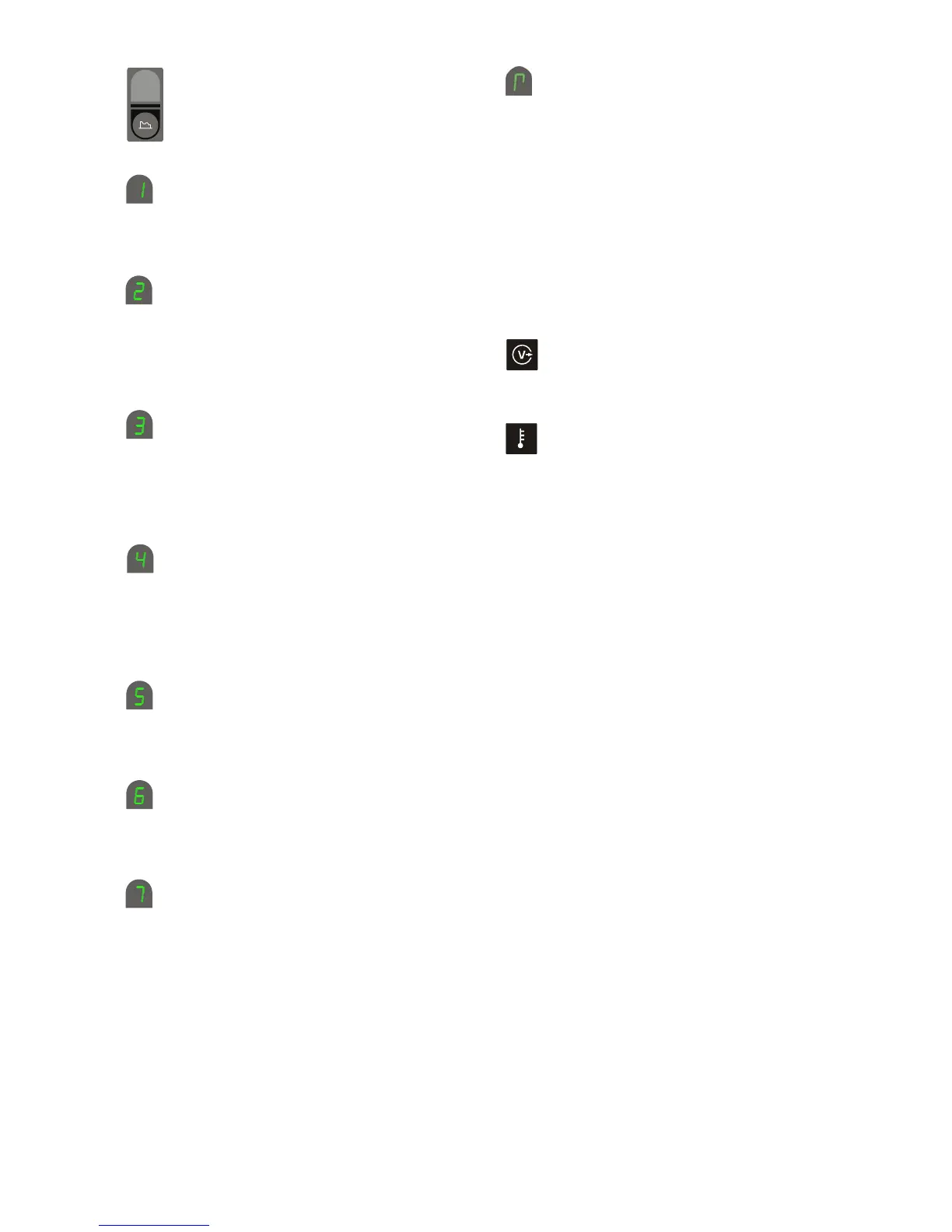
Appuyer sur ce bouton pour afficher le numéro
du paramètre secondaire à régler. Pour sortir
de ce menu, appuyer sur n’importe quelle
autre touche.
Réglage de l’arc :
Le réglage de l’arc (inductance de lissage)
permet de régler la vitesse de réaction aux courts-
circuits. Le réglage de l’arc peut se faire par
incréments de -5,0 à +5,0.
Pré-gaz :
L’étape pré gaz garantit que l’arc est
entièrement protégé de l'atmosphère avant son
établissement. La durée de cette étape correspondant
à la période comprise entre l'activation de la torche et
le lancement de l’amenée du fil. Cette durée peut être
comprise entre 0,0 s et 10 s.
Démarrage progressif :
Le démarrage progressif améliore les
caractéristiques d’allumage. La vitesse à laquelle le fil
est avancé au départ est paramétrée dans ce cas.
Cette vitesse est comprise entre 1.5 et 18.0 m/min. La
fonction de démarrage progressif est désactivée
lorsque l’afficheur indique - - - .
Temps de démarrage à chaud :
Le Hotstart permet d’avoir une surintensité de
soudage à l’amorçage pour assurer une parfaite
fusion des tôles dès le démarrage.
Le temps de démarrage à chaud détermine le temps
au cours duquel le démarrage à chaud a lieu. La
durée peut être comprise entre 0 et 10 s.
Evanouissement (Slope-down):
L’évanouissement permet de faire diminuer
progressivement l’intensité de soudage en fin de
soudure. Ceci permet d’éviter le cratère en fin de
soudure.
Burn back:
La fonction burn back (Post fusion du fil en fin
de soudure pour éviter le collage) empêche le fil-
électrode de coller à la pièce à usiner en fin de
soudure. Le burn back peut être réglé de 1 à 30.
Post-gaz :
La durée du post-gaz assure la protection du
bain de fusion à l’issue du soudage et permet de
refroidir la torche. La durée de cette étape correspond
à la période comprise entre l’extinction de l’arc et la
désactivation de l'écoulement de gaz. Cette durée
peut être réglée entre 0.0 et 10.0 secondes.
Commande à distance
Choisissez entre les modes de réglage interne
et externe.
0 = interne
1 = réglage à la torche
Les paramètres réglés sont enregistrés par la machine
à sa mise hors tension.
Le numéro du programme utilisé est également
enregistré ; le programme en question sera ainsi
rouvert au prochain démarrage de la machine.
Remarque : l'Automig
2
i DUO enregistre le numéro du
dernier programme utilisé séparément pour chaque
dévidoir.86
Indicateur de tension de soudage
L’indicateur de tension de soudage et allumé
pour indiquer qu’il y a une tension sur l’électrode ou la
torche.
Voyant de surchauffe
Le voyant de surchauffe s’allume si le soudage
est interrompu en raison d’une surchauffe de la
machine.
 Loading...
Loading...










