99
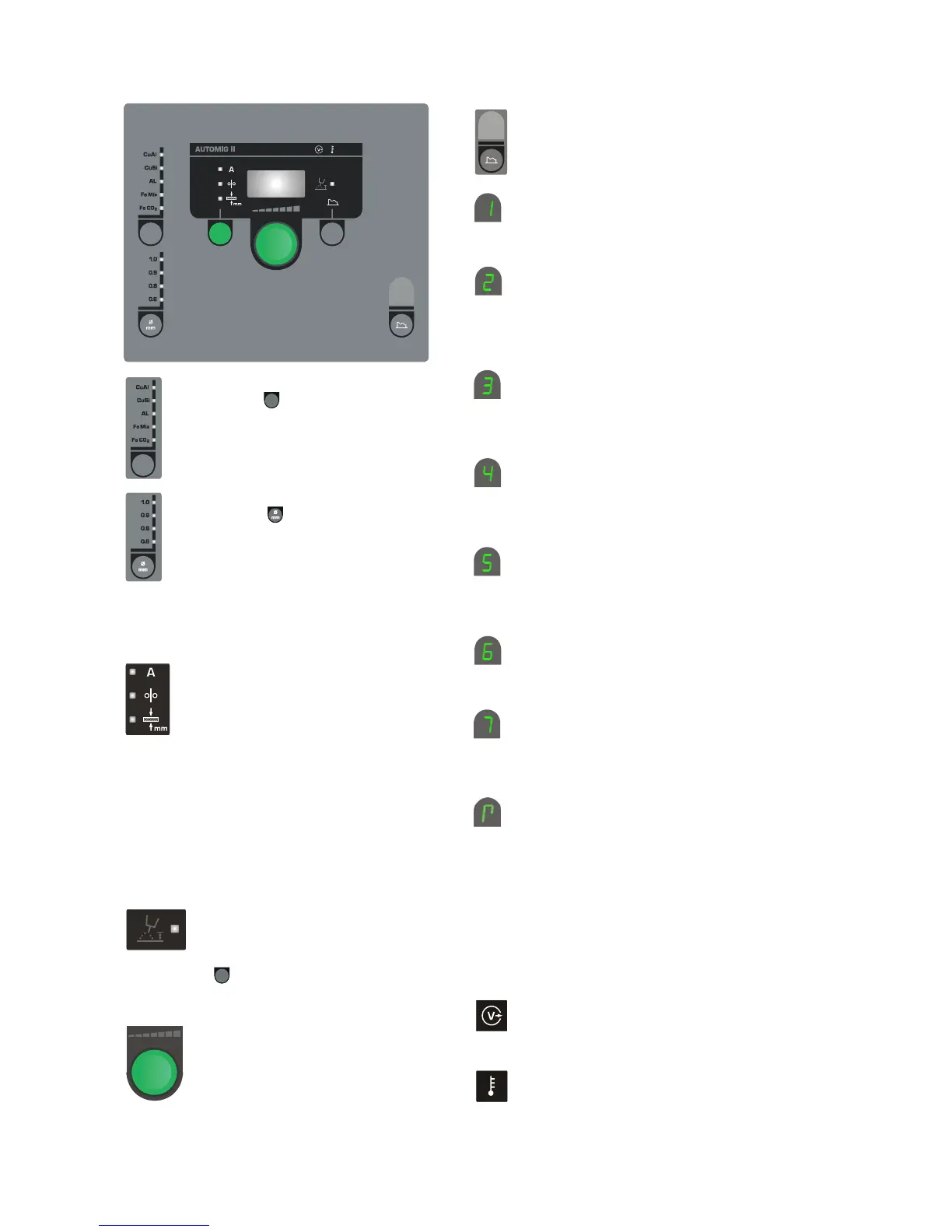
PANEL STEROWANIA AUTOMIG II
Wybór rodzaju materiału
Wciśnij przycisk aż do włączenia się
wskaźnika oczekiwanego materiału.
Wybór rozmiaru drutu
Wciśnik przycisk
aż do włączenia się
wskaźnika oczekiwanej średnicy.
Nie wszystkie rozmiary drutu stosować można ze
wszystkimi materiałami.
Reset do ustawień fabrycznych:
Ustawienia fabryczne dla wybranego rozmiaru drutu
zostaną przywrócone po wciśnięciu przycisku aż do
wystąpienia krótkiego błysku wskaźnika.
Prąd/prędkość podawania drutu/grubość
materiału:
Gdy spawarka nie spawa, wyświetlony jest
ustawiony prąd/prędkość podawania/rozmiar
materiału. W trakcie spawania wyświetlony jest
prąd mierzony.
Grubość materiału:
Funkcja pomagająca regulować natężenie prądu
względem grubości materiału (w mm). Przy wyborze
grubości materiału automatycznie obliczane jest
ustawienie natęż
enia. Funkcję Grubość materiału
traktować można jako dobry punkt początkowy w wyborze
właściwego natężenia i napięcia. Prawie każdy rodzaj
spawania wymagać będzie dostrajania tych parametrów
w celu uzyskania najbardziej optymalnych wyników.
Długość łuku
W razie konieczności, długość łuku można
regulować poprzez dostrajanie napięcia. W
trakcie spawania wyświetlone jest napięcie mierzone.
Wciśnij przycisk , aby regulować w zakresie - 9,9 do
+9,9.
Gałka sterowania
Gałka ta służy do regulacji prądu spawania,
prędkości podawania drutu, grubości
materiału, długości łuku oraz parametrów
drugorzędowych. Prędkość wyprowadzania
drutu regulowana jest w trakcie procesu
wyprowadzania. Maks. prędkość podawania drutu wynosi
18,0 m/min.
Ustawianie parametrów drugorzędowych
Wciśnij gałkę aż do wyświetlenia się oczekiwanego
parametru. Aby powrócić do normalnego wyświetlania,
należy krótko nacisnąć przycisk długości łuku lub prądu
/prędkości podawania /grubości materiału.
Regulacja łuku:
Regulacja łuku (dławik elektroniczny) umożliwia regulacj
ę
prędkości reakcji na zwarcia. Regulacja łuku odbywa się krokowo
od -5.0 do +5.0.
Wstępny wypływ gazu:
Wstępny wypływ gazu zapewnia pełną ochronę łuku przed
środowiskiem zanim dojdzie do ustalenia łuku. Czas wstępnego
wypływu gazu to czas od uruchomienia spustu uchwytu do
rozpoczęcia podawania drutu. Czas wypływu ustalać można w
zakresie od 0,0 s do 10,0 s.
Miękki start:
Miękki start poprawia właściwości zajarzenia. Tu ustawiamy
prędkość początkową drutu. Zakres: 1,5-18,0 m/min. Funkcja
miękkiego startu jest rozłączona, gdy wyświetlony jest komunikat
- - - .
Czas gorącego startu:
Gorący start to funkcja pomagająca wytworzyć
odpowiednią temperaturę w jeziorku na początku spawania.
Czas gorą
cego startu określa czas, w którym odbywa się
spawanie z gorącym startem. Zakres: 0,0 - 10,0 s.
Opadanie prądu:
Czas opadania prądu jest ustawiony. Po uruchomieniu
spustu rozpoczyna się opadanie prądu w celu utworzenia
wypełnienia krateru. Prąd opada od wartości ustawionej do
wartości stop amp.
Upalanie:
Funkcja upalania zapobiega przyklejeniu drutu do
obrabianego materiału na końcu spawu. Zakres regulacji
upalania: od 1 do 30.
Gaz po spawaniu:
Wypływ gazu po spawaniu zapewnia ochronę stopionego
jeziorka po spawaniu i chłodzi uchwyt. Czas wypływu po
spawaniu to czas od wygaśnięcia łuku do rozłączenia przepływu
gazu. Czas ten można regulować w zakresie od 0,0 do 10,0 s.
Zdalne sterowanie
Dokonaj wyboru pomiędzy regulacją wewnętrzną, a
zewnętrzną.
0 = wewnętrzna
1 = sterowanie z poziomu uchwytu
Wyregulowane parametry zapisane zostają w pamięci spawarki
po jej wyłączeniu.
Jednocześnie zapisany zostaje numer ostatnio u
żywanego
programu, dlatego po włączeniu spawarka uruchomi się w nim.
Uwaga: Automig
2
i DUO zapisuje numer ostatnio używanego
programu oddzielnie dla każdego podajnika drutu.
Wskaźnik napięcia spawania
Wskaźnik napięcia spawania podświetlony jest z powodów
bezpieczeństwa, oraz w celu wskazania, czy elektroda lub
uchwyt są pod napięciem.
Błąd związany z temperaturą
Wskaźnik zapala się w chwili, gdy źródło prądu ulega
przegrzaniu.
 Loading...
Loading...










