50
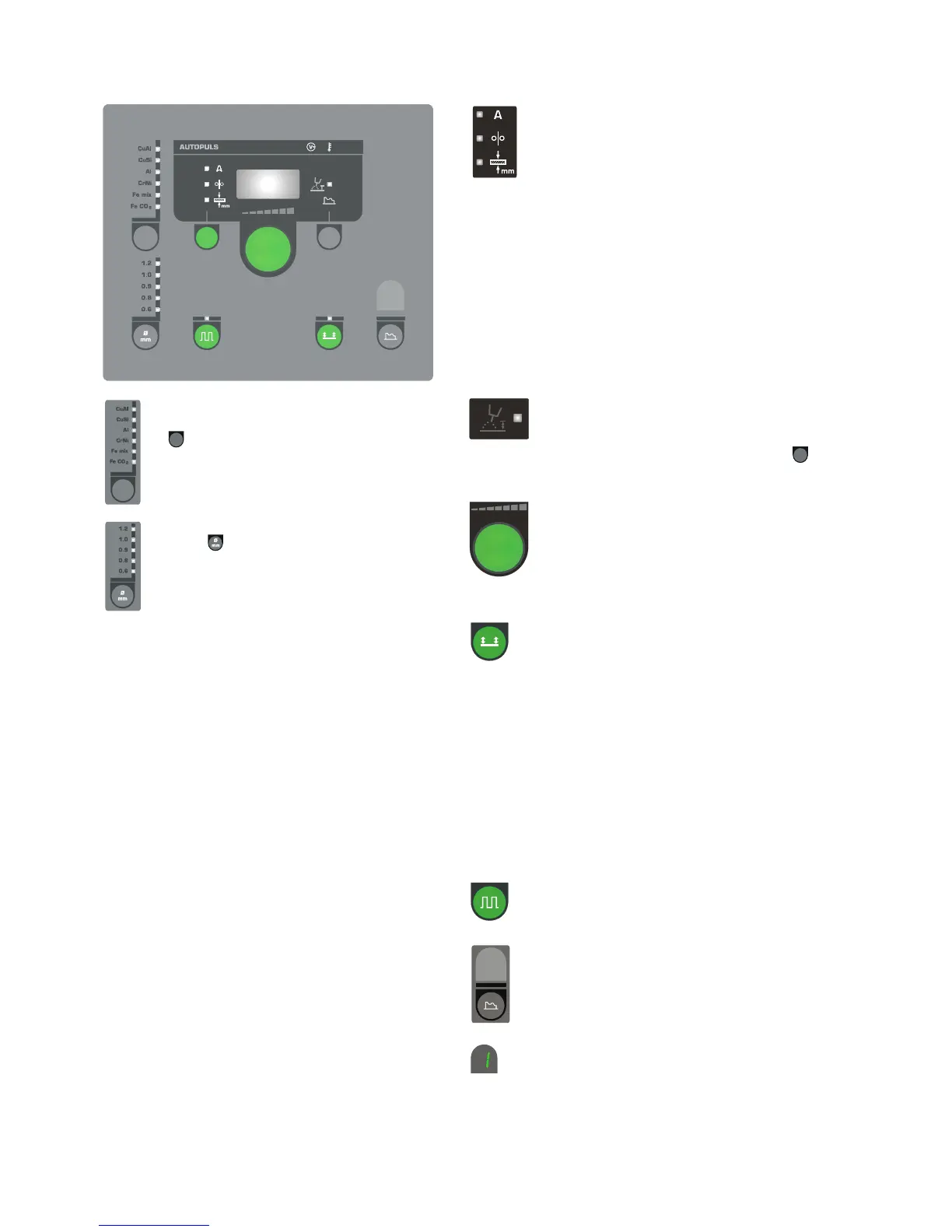
AUTOPULS FUNKTIONSPANEL
Val av materialtyp
Här väljs först materialtyp genom att trycka
på
-knappen, tills ljusdioden tänds för det
önskade valet.
Val av tråddiameter
Tryck på
-knappen tills ljusdioden tänds
för den önskade tråddiametern.
Alla tråddiametrar kan inte väljas för alla
material.
Val av AlMg5/AlSi program:
1. Välj materialtypen "Al"
2. Välj trådtyp 1,0 eller 1,2mm
3. Håll inne materialknappen i 5 sek. tills "Al"
ljusdioden slocknar för att indikera att maskinen
går i setup mode. Displayen visar
352 (1,0 mm AlSi ER4043) eller
312 (1,0 mm AlMg5 ER5356) om ni valt 1,0 mm,
eller
353 (1,2 mm AlSi ER4043) eller
313 (1,2 mm AlMg5 ER5356) om ni valt 1,2 mm
tråd.
4. Vrid encoder fram/tillbaka tills det rätta
programmet visas.
5. Programmet väljs genom att trycka på
materialknappen igen, och maskinen återvänder
till normal betjäning.
Reset till fabriksinställningar:
Fabriksinställningar för den valda tråddiametern
återställs genom att hålla knappen inne, tills
indikatorn ger ett kort blink.
Ström/trådhastighet/materialtjocklek
Når man inte svetsar, visas den inställda
ström/trådhastighet/materialtjocklek. Under
svetsning visas den mätna strömmen.
Materialtjocklek:
Funktionen är en vägledande hjälp till att ställa in
strömmen utifrån materialtjocklek (i mm). När en mate-
rialtjocklek är vald, sker en automatisk inställning av
strömmen, som svarar till den gällande material-
tjockleken. Strömmen kan fritt justeras i efterhand.
Materialtjocklekfunktionen skall betraktas som en god
utgångspunkt för val av den rätta ströminställningen för
en given uppgift. För nästan alla uppdrag, där denna
funktion används som utgångspunkt, kommer det att
vara nödvändigt med efterföljande trimning av både
ström och spänning för att uppnå ett optimalt resultat.
Ljusbågelängd
Efter behov kan ljusbågelängden justeras
genom att trimma spänningen.
Under svetsning vises uppmätt spänning. Tryck på
-
knappen och trimma från -9,9 till +9,9.
Vridknapp
På vridknappen justeras svetsström, tråd-
hastighet, materialtjocklek, ljusbågelängd eller
sekundära parametrar. När man rangerar kan
rangerhastigheten justeras. Max. trådhastig-
het är 18,0 m/min.
Val av avtryckarmetod
Växling mellan 2-takt (slocknad indikator ) och 4-
takt (indikator lyser). Man kan inte ändra av-
tryckarmetod under svetsning.
2-takt:
Svetsförloppet börjar, när brännaravtryckaren trycks in.
För att avsluta svetsningen släppes brännaravtryckaren,
varefter återbränning påbörjas. Maskinen kan
återtryckas under gasefterströmning.
4-takt:
Svetsförloppet påbörjas, när brännaravtryckaren trycks
in. Avtryckaren kan härefter släppas, och svetsningen
fortsätter. För att avsluta svetsningen trycks brännar-
avtryckaren in igen, varefter återbränningen påbörjas.
Pulssvetsning
Till/frånkoppling av MIG pulssvetsning.
Inställing av sekundära parametrar
Tryck på knappen tills den önskade parametern
visas i displayen. För att återgå till normalvisning
trycks kort på knappen för ljusbågelängd eller
ström/trådhastighet/materialtjocklek.
Arc adjust:
Arc adjust (elektronisk drossel) gör det möjligt att
justera, hur snabbt det skall reageras på kortslutningar.
Arc adjust ställas in i steg från -5,0 till +5,0.
 Loading...
Loading...










