12
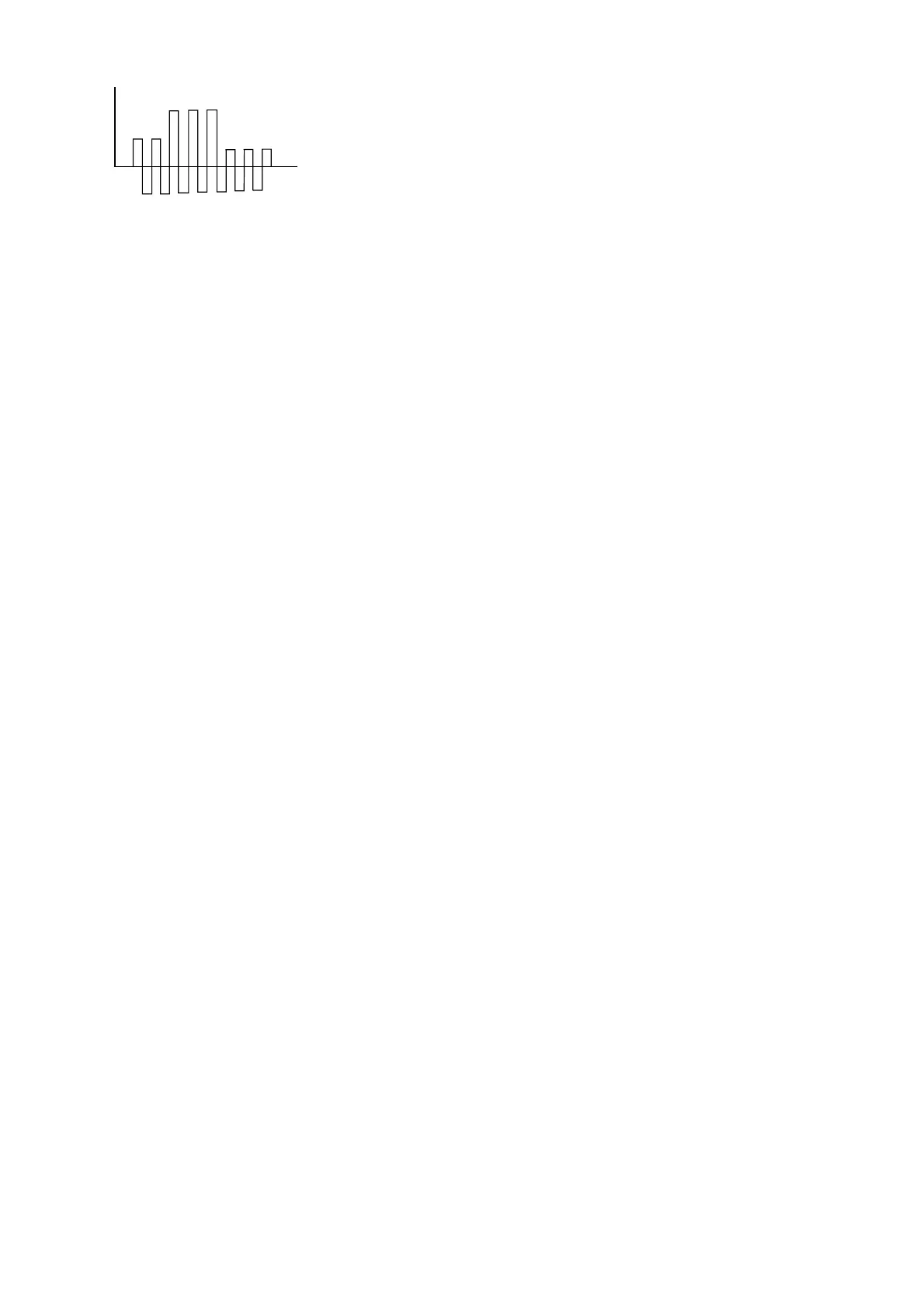
However, this balance is based on the current
intensity of the positive period proportional to the
current intensity of the negative period. A reduction of
the positive refinement current may have the effect
that dwell time of the tungsten electrode improves.
TIG-DC
It is also possible to weld in DC TIG with unalloyed
tungsten electrodes (green marking). Current is set to
AC and both AC-t-balance and AC-I-balance are set
at 100 per cent. The machine will then establish the
pilot arc by using the preheating function. After
finishing the preheating period the welding current will
be returned to negative polarity.
100% 150% 50%