11
J
AC-welding
This panel is divided into two sections, with the
function current type at the top, and the setting of
conditions for special AC-functions at the bottom.
Current type
It is possible to select either AC (alternating current)
or DC (direct current). In the TIG-welding process, AC
is used for the welding of aluminium and its alloys,
while DC is used for the welding of other materials.
When TIG welding aluminium or its alloys the positive
part of the AC-wave removes the oxide film covering
the surface of the workpiece, and the negative part of
the wave melts the material.
AC frequency
The AC frequency can be adjusted from 1 to
300 Hz for TIG welding and from 1 to 100 Hz
for MMA-welding. A low frequency during TIG welding
increases the tendency for the formation of a large
ball at the end of the tungsten electrode. This
tendency will be reduced by increasing the frequency.
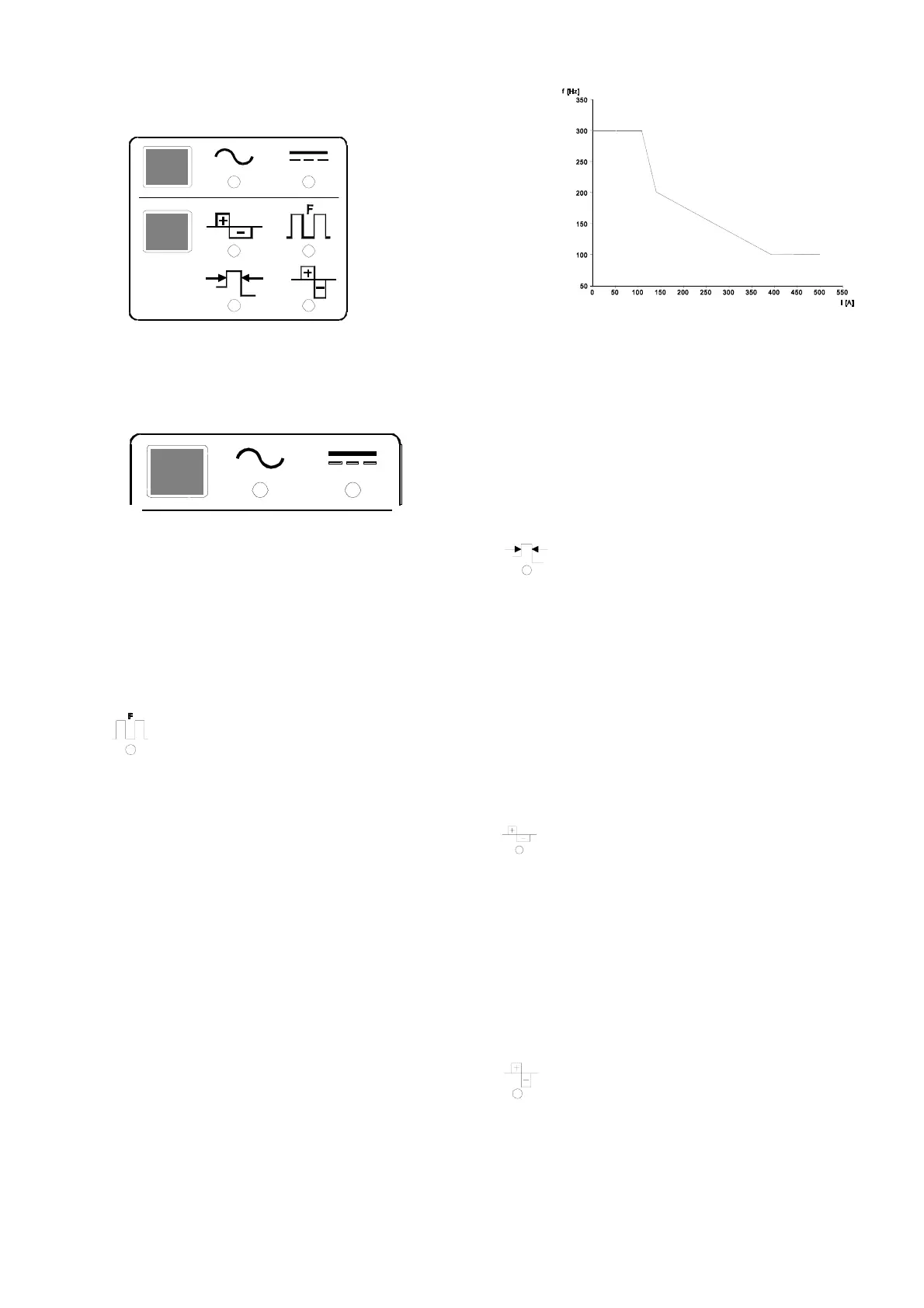
Note 2: The AC frequency and welding current cannot be
adjusted to maximum simultaneously during TIG
welding - see illustration below. When the limit is
reached by adjusting the AC-frequency, the A-
lamp will illuminate in "units for parameter" and the
machine will reduce the AC frequency
automatically.
Note 3: If the frequency limit is exceeded by adjustment of
the welding current the AC frequency will be
reduced automatically (the indicator for AC
frequency flashes on and off for 5 sec.).
Note 4: If the pulse function is used during AC-welding the
AC frequency can be reduced in proportion to the
pulse times as the pulse frequency must be 5
times higher than the AC frequency. If the AC
frequency is to low the indicators for pulse times
will flash on and off for 5 seconds.
Note 5: Pulse adjustment error: If the pulse function is
used during AC-welding an automatic adjustment
of the pulse setting may occur. The indicators for
pulse times will then flash on and off for 5 se-
conds. The pulse times change automatically so
the pulse time and base time will be 0.03 seconds.
Electrode preheating (TIG)
On ignition of the AC TIG pilot arc the
tungsten electrode is preheated by a direct
current with positive polarity. Preheating of an
electrode is necessary before starting the AC welding
process. The length of the preheat period depends on
both the diameter of the electrode and the angle of
the point of the electrode, as well as the size of the
ball at the end of the electrode. Adjustment is possible
from -9 to +9, with -9 being the minimum and +9
being the maximum preheat periods. If the period is
too short the pilot arc will extinguish shortly after
ignition. The size of the ball at the end of the
electrode will increase if the pre-heat period is too
long.
AC-t-balance, based on time (TIG)
Adjustment of the refinement function during
the AC TIG welding of aluminium and its alloys. The
function is a balance based on time between the
positive and negative halfperiod.
Adjustment is possible between 1 and 100 per cent as
the statement in per cent is based on the negative
part of the period time. Adjustment continues until a
suitable refinement zone is established around the
molten pool. When MMA welding the balance can be
locked at 50 per cent which means that further
regulation is impossible.
AC-I-balance, based on current intensity
(TIG)
The purpose of the function is also adjustment
of the refinement zone during AC TIG welding.