10
Pulse time
The pulse time reflects the time the machine is
welding with the pulse current. The pulse current in
the pulse frequency is the set welding current. Time
is given in seconds.
Pause time
The pause time reflects the time the machine
is welding with base (background) current. Time is
given in seconds.
Base amp
Base (background) current is set as a percentage
value between 1 and 100% of the current level set on
the display (that is, pulse current), though it cannot be
less than 5 Amps.
Note 1: If the pulse function is used during AC-welding the
pulse times can be reduced in proportion to the
AC frequency as the pulse frequency must be 5
times higher than the AC frequency. If the pulse
times are to short the indicator for AC frequency
will flash on and off for 5 seconds.
I
Arc power Used on the MMA welding process only,
the arc power function is used to
stabilise the arc.
I1
Arc power
This can be achieved by increasing welding current by
a percentage value when metal droplets are short-
circuited.
The additional current ceases when the short circuit
is no longer present.
The arc power value is a percentage value, and can
be set between 0 and 150% of the welding current
setting.
E.g. if the welding current is set to 40 A and Arc
power to 100% the additional current is 40 A equals
80 A when doing Arc power. If the Arc power is set to
150% the additional current is 60 A equals 100 A
when doing Arc power.
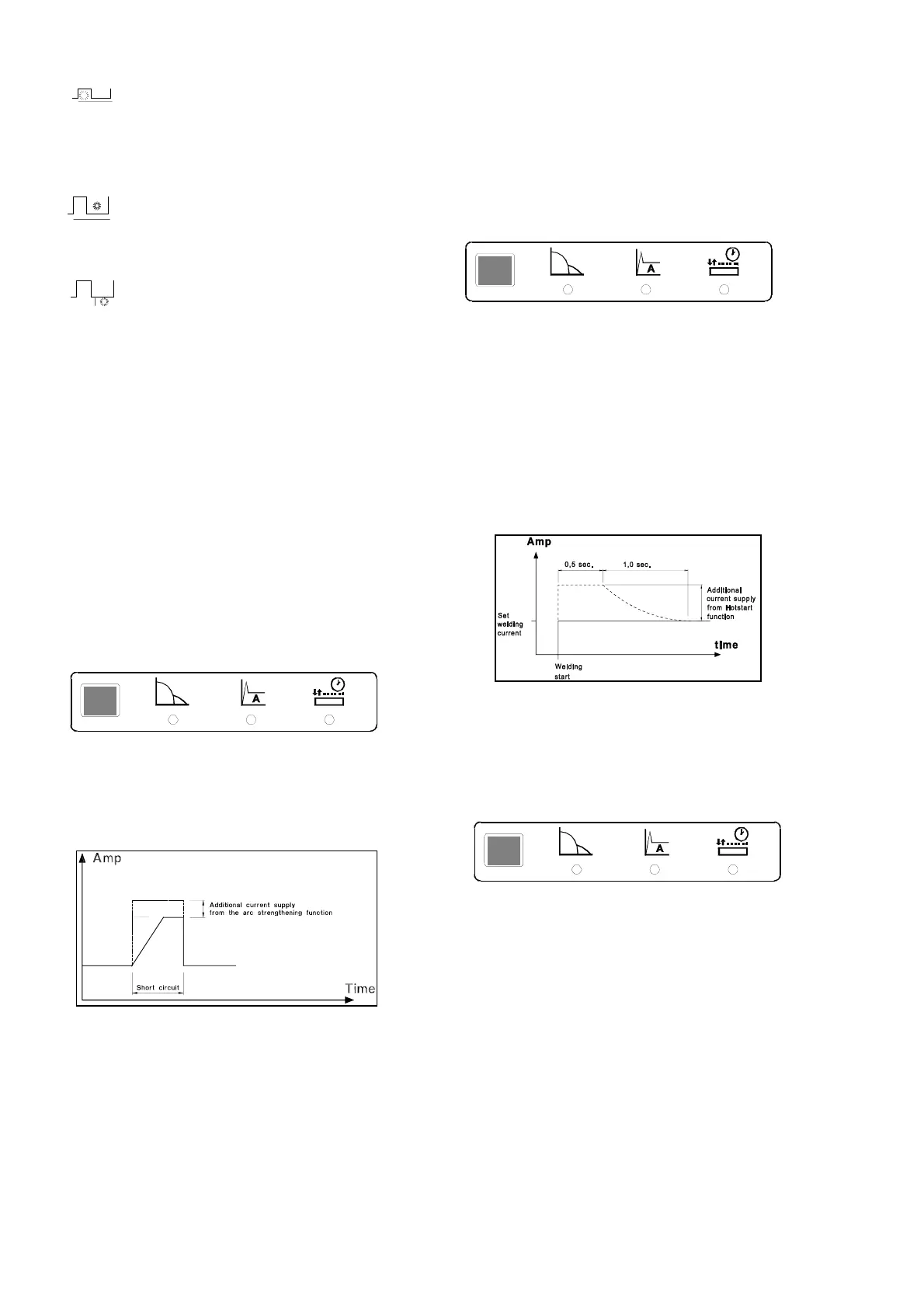
I2
Hot start
Hot start Hot start is a function that helps to
establish the arc during MMA welding.
This can be achieved by increasing welding current
(when the electrode is applied to the workpiece) by a
certain percentage value in relation to the set value.
This increased start amp is maintained for half a
second, after which it decreases exponentially over a
period of one second to the set value of welding
current.
The hot start value reflects the percentage value by
which initial current is increased, and can be set
between 0% and 100%.
I3
Spot time
Spot time Spot time is the time for the production of
a spot-weld and can only be used with
the TIG process. Variable from 0-50.0
secs, the time includes any slope-up and
slope-down times and can be set only
after spot trigger mode has been
selected on the TRIG keypad.