110
AC-Frekvencia
A váltóáram frekvenciája AWI hegesztésnél 25
és 150 Hz között állítható. AWI hegesztésnél
egy alacsony frekvencia-beállítás a Wolframelektróda
hegyén nagyobb golyó képződését eredményezi. Ez a
tendencia a frekvencia növelésével csökkenthető. A
frekvencia MMA-hegesztéskor 25 és 100 Hz között
állítható. Ha a funkció 0-ra van állítva, az elektróda
polaritása (+/-) –ra változik.
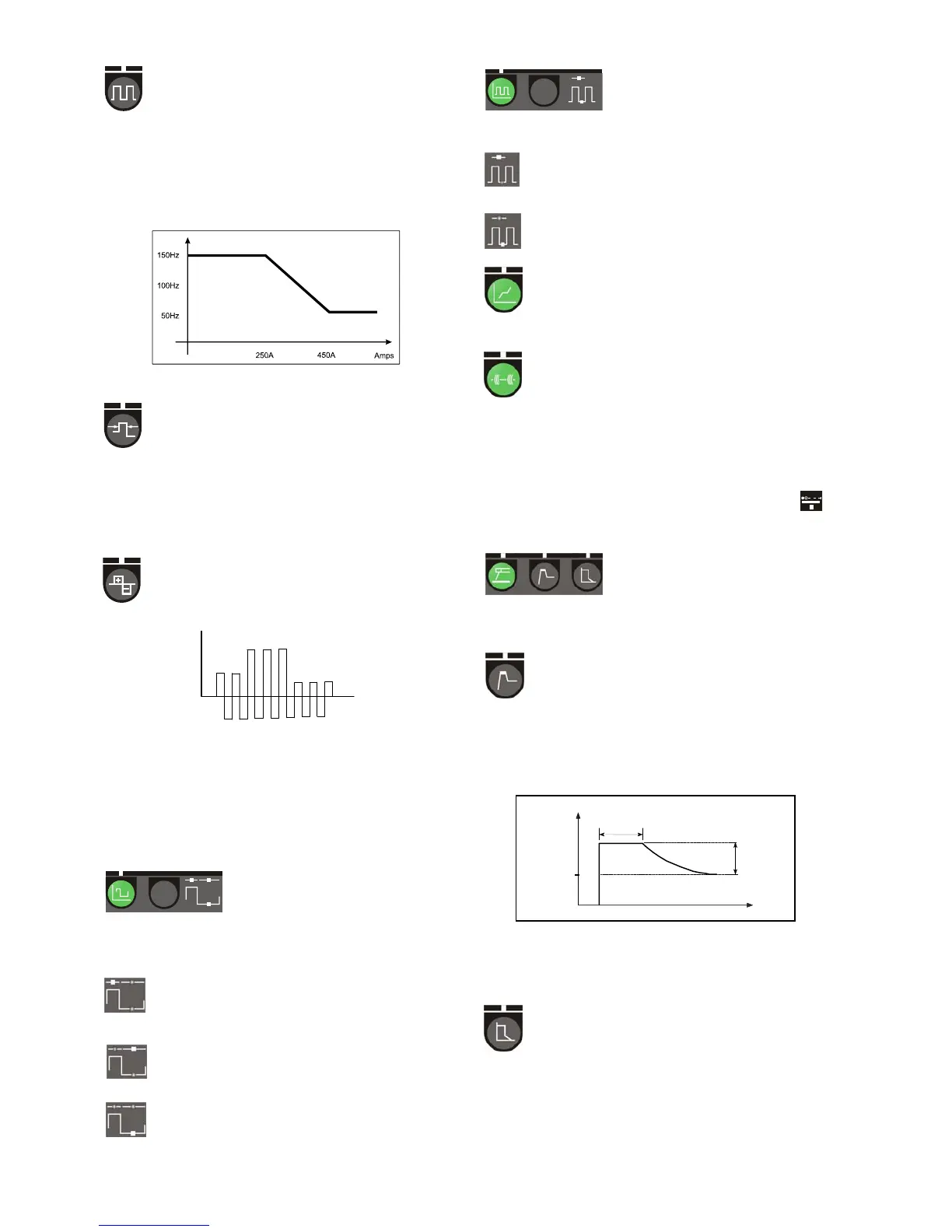
Maximum AC frekvencia mint a hegesztőáram funkciója
Elektróda-előmelegítés
Az előmelegítést az elektróda átmérője és az
elektróda végén lévő golyó nagysága szerint
kell állítani.
1 és 15 között állíthatunk, 1 a minimális, 15 a
maximális előmelegítés. Túl hosszú idő a Wolfram-
elektróda hegyén lévő golyó nagyobbodását
eredményezi.
AC-I-balansz (áramerősség alapján)
Ennek a funkciónak is az a acélja, hogy
váltóáramú AWI hegesztésénél az oxidfilmet
eltávolítsa.
100% 150% 50%
A funkció balanszállítása azonban az áramerősség
pozitív félhullámainak az áramerősség negatív
félhullámokhoz való viszonyán alapul (%-ban
megadva). A pozitív tisztítóáram csökkentése a
Wolframelektróda élettartamának növelését
eredményezheti. 30 és 170% között állítható.
Lassú impulzus
(AWI DC és AC)
Lassú impulzus kiválasztása. Az
impulzus áram azonos a beállított árammal. Az
alábbiakat tudjuk állítani:
pulzus idő:
0,01-től 10 mp-ig AC és DC tartományban
0,01 egységenként állítható.
szünet idő:
0,01-től 10 mp-ig AC és DC tartományban
0,01 egységenként állítható.
alapáram:
A pulzusáram 10 től 90%-ig állítható.
Gyors impulzus
A gyors impulzus választására.
Impulzus áram azonos a beállított
árammal. Az alábbiakat lehet beállítani:
pulzusfrekvencia:
Ez a funkció csak DC-ben állítható 25-523 Hz
között.
alap áram:
A pulzusáram 10 - 90%-a között állítható.
Synergy PLUS
TM
(AWI DC)
A gép automatikusan és dinamikusan állítja az
összes impulzus paramétert, ha a max.
hegesztőáramot állítjuk a forgatógombon.
AWI heft-hegesztés TIG-A-TACK
TM
Lehet ponthegesztési programot tárolni, mely
lehetővé teszi a váltást hegesztés és
ponthegesztés között. Ez az alábbiakból áll:
gyújtás HF 2-ütem
nincs áram fel és lefutás.
nincs impulzus-hegesztés
ponthegesztési időt 0,01-től 2,5 mp-ig 0,01 mp-
enként lehet állítani, ha a “pothegesztési idő”
paramétert választjuk.
Elektródhegesztés (MMA)
elektróda-hegesztést
választot-tunk
.
Hegesztés közben a hegesztési eljárás nem
változtaható.
„Hot start“ (forró indítás)
Ez egy olyan funkció, mely MMA-
hegesztésnél, indításkor az ív kialakulását
segítheti. Ez úgy történik, hogy a hegesztőáram az
elektróda munkadarabra történő ráhelyezésekor a
beállított hegesztőáramot a beállított %-al megnöveli.
A megnövelt induló áram fél mp-ig tart, ezután
visszaáll a beállított hegesztő áramra.
Eingestellter
Schweißstrom
Schweiß beginn
0,5 s
Zusätzlicher
Strom durch
Warmstart-
funktion
Zeit
 Loading...
Loading...





