83
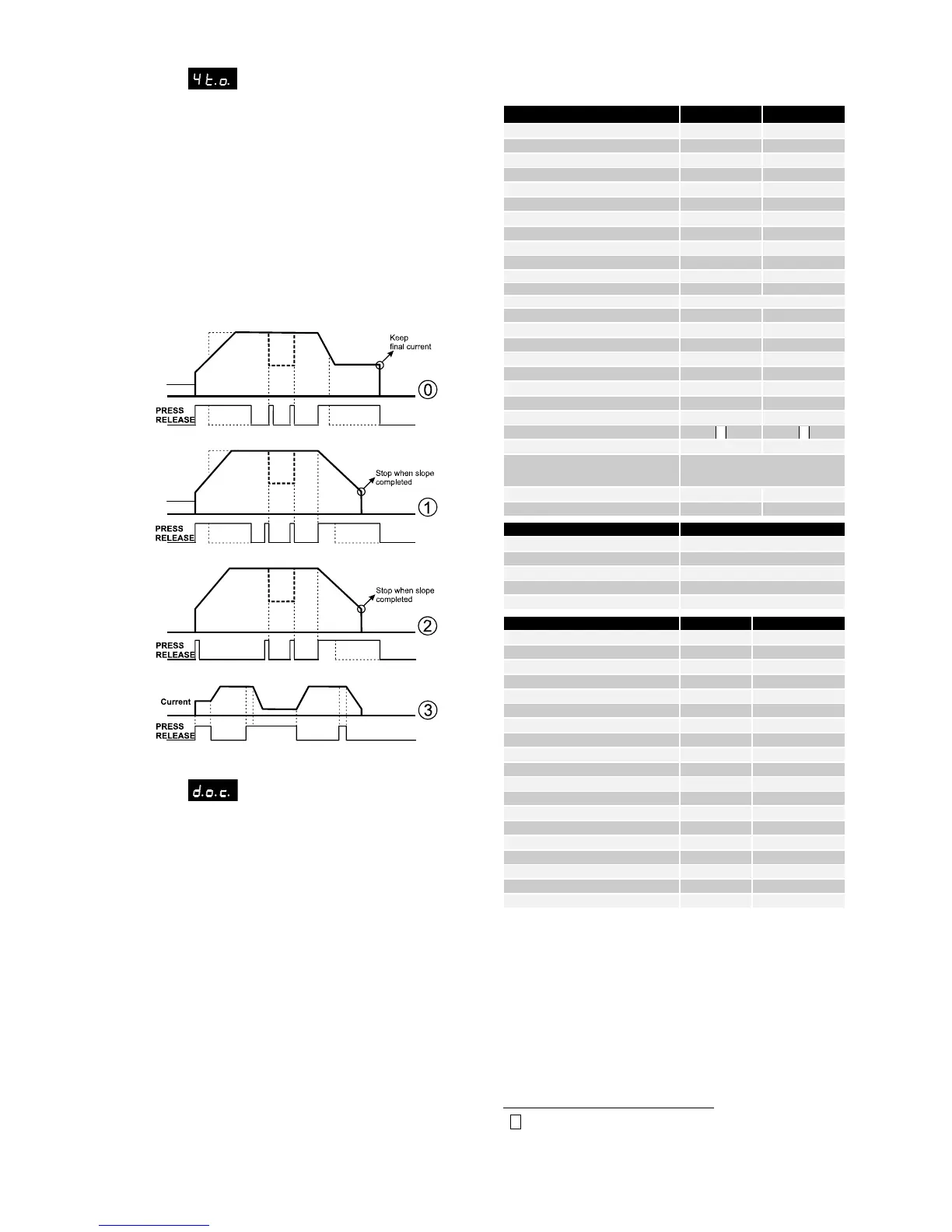
Opción de 4 tiempos para el gatillo
de la antorcha
Permite definer 4 maneras diferentes del
control del gatillo de la antorcha cuando la
máquina es ajustada como modo 4 tiempos
(Lift or HF). El modo 3 se llama 4T-REPEAT
y permite mantener el arco encendido
también al final de la rampa de bajada para
un reinicio más fácil de la secuencia. En
Modo 3 la función “Nivel de corriente
secundaria” está desactivada. Para una
descripción más detallada de los diferentes
comportamientos mirar los siguientes
diagramas. Seleccionar un valor en el rango
0...3 (1=ajuste por defecto).
Control Dinámico del Oxido
(para soldadura AC).
0 = deshabilitado
1 = hailitado (ajuste por defecto)
Todos estos ajustes no serán modificados via Reset.
DATOS TÉCNICOS
Fuente de energía: PI 200 AC/DC PI 250 AC/DC
Tensión alimentación (50 Hz-60 Hz) 1 x 230 V ±15% 3x400 V ±15%
Fusible - 10
-
Corriente de alimentación, efectiva - 7,3
Corr.alimentación, efectiva con FCP 18.6
-
Potencia (100 %) - 5,0 kV
Potencia (100 %) con FCP 4,3 kV
Potencia máx. con FCP 6,0 kV
-
Potencia circuito abierto 35 W 35 W
Eficiencia 0,80 0,81
Factor de potencia 0,93 0,94
Carga permitida:
Factor de utilización 40° TIG 100 % 140
Factor de utilización 40° TIG 60 % 170
Factor de utilización 40° TIG 40 % 200
-
Factor de utilización 40° TIG 30 % - 250
Factor de utilización 20° TIG 100 % 160
Factor de utilización 20° TIG 60 % 200
Tensión circuito abierto 95 V 95 V
Escala de corriente 5-200
Clase de protección (IEC 529)
IP 23 IP 23
Normas
EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10
Dimensiones (P x L x A) (mm) 360 x 220 x 520 360 x 220 x 520
Peso 24 kg 25 kg
Módulo de refrigeración: PI 200/250 AC/DC
Capacidad de refrigeración 900 W
Capacidad del depósito 2 litros
Normas EN/IEC60974-2
Dimensiones (P x L x A) 270 x 220 x 520 mm
Peso 15 kg (incl. 2 l agua)
Función: Proceso PI 200/250
C/DC
Potencia del arco Electrodo 0 -100 %
Cebado en caliente Electrodo 0 -100 %
Anticongelación TIG/Electrodo
Siempre en marcha
Intensidad inicial TIG 1 - 200 %
Intensidad final TIG 1 - 90 %
Rampa ascendente TIG 0 - 20 segundos
Rampa descendente TIG 0 - 20 segundos
Pre-gas TIG 0 -10 segundos
Pos
-gas TIG 0 - 20 segundos
Tiempo de soldadura por puntos TIG 0-180 segundos
Tiempo de pulsación TIG/MM
0.01-10 segundos
Tiempo de pausa TIG/MM
0.01-10 segundos
Intensidad de base TIG/MM
10-90 %
Segunda corriente (binivel) TIG 10-200%
Equilibrio AC (sólo TIG AC) 20-80 %
Equilibrio AC-balance, Amperio (sólo TIG AC) 30-170 %
Frecuencia AC* (sólo TIG AC) 25-150 HZ
Cebado TIG TIG HF / LIFTIG
Función interrupto
TIG 2/4 tiempos
* En el electrodo, la frecuencia es de 50 Hz.
1
La máquina cumple las normas exigidas a los aparatos que funcionan
en zonas donde existe gran riesgo de choque eléctrico.
2
Los equipos con la marca IP23 están diseñados para funcionar en
interiores y exteriores.
 Loading...
Loading...





