134
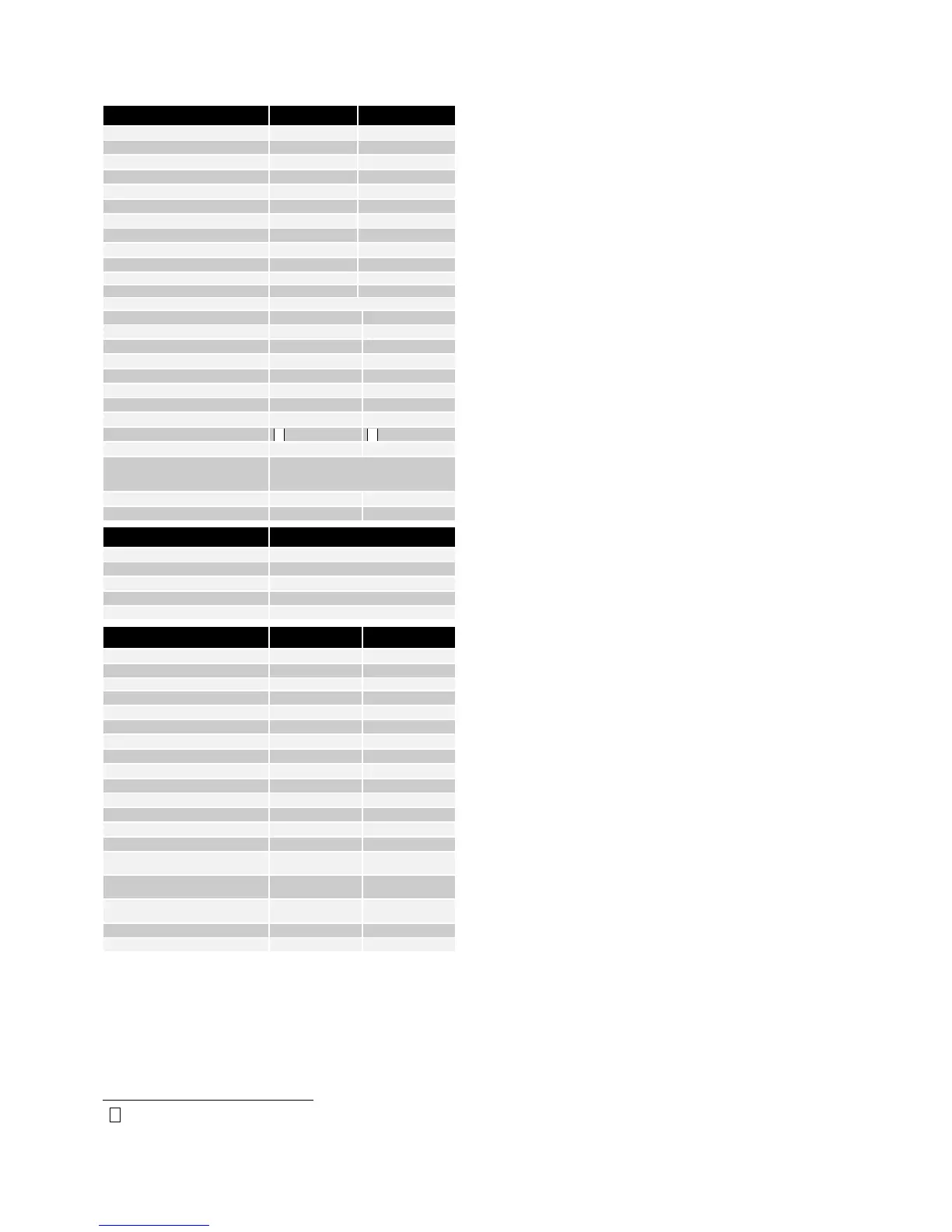
ТЕХНИЧЕСКИЕ ДАННЫЕ
Блок питания: PI 200 AC/DC PI 250 AC/DC
Напряжение сети (50-60 Гц) 1 x 230 В ±15% 3x400 В ±15%
Предохранитель - 10
-
Ток сети, эффективный - 7,3
Ток сети, эффективный, с PFC 18,6
-
Мощность, 100 % - 5,0 кВ
Мощность (100 %) с PFC 4,3 кВ
-
Мощность, максимальная 7,1 кВ
Мощность, максимальная, с PFC 6,0 кВ
-
Мощность холостого хода 35 Вт 35 Вт
Эффективность 0,80 0,81
Коэффициент мощности 0,93 0,94
Доп
зка:
Цикл нагрузки 40° TIG 100% 140
Цикл нагрузки 40° TIG 60% 170
Цикл нагрузки 40° TIG 40% 200
-
Цикл нагрузки 40° TIG 30% - 250
Цикл нагрузки 20° TIG 100% 160
Цикл нагрузки 20° TIG 60% 200
Напряжение холостого хода 95 В 95 В
Диапазон значений тока 5-200
Класс защиты (IEC 529)
IP 23 IP 23
Стандарты EN/IEC60974-1
EN/IEC60974-3
EN/IEC60974-10 (Класс A)
Габариты (ВxШxД) 360x220x520 мм 360x220x520 мм
Вес 24 кг 25 кг
Водяное охлаждение: PI 200/250 AC/DC
Охлаждающая способность 900 Вт
Вместимость бака 2 л
Стандарты EN/IEC60974-2
Габариты (ВxШxД) 270x220x520 мм
Вес 15 кг (вкл. 2 л воды)
Функция: Процесс сварки PI 200/250 AC/DC
Мощность дуги Электродная 0-100 %
Горячий запус
Электрод 0-100 %
Борьба с прилипанием TIG/электродная Всегда активна
Ток запуска TIG 1-200 %
Ток остановки TIG 1-90 %
Нарастание тока TIG 0-20 сек.
Спад тока TIG 0-20 сек.
Предварительная подача газа TIG 0-10 сек.
Заключительная подача газа TIG 0-20 сек.
Время точечной сварки TIG 0-180 сек.
Время импульса TIG/MM
0,01-10 сек.
Время паузы TIG/MM
10-90 %
Вторичный ток (двухуровневый) TIG 10-200%
Баланс тока (только для
сварки TIG AC)
20-80 %
Баланс тока,
(только для
сварки TIG AC)
30-170 %
Частота переменного тока* (только для
сварки TIG AC)
25-150 Гц
Зажигание дуги при сварке TIG TIG ВЧ / контактное
Режим работы триггера TIG 2/4-тактный
* при электродной сварке частота равна 50 Гц.
1
Данный аппарат отвечает требованиям, предъявляемым к аппаратам,
работающим в зонах повышенной опасности поражения электрическим
током.
2
Оборудование с маркировкой IP23 рассчитано на эксплуатацию
внутри и вне помещений
ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
Требуется проведение регулярного
техобслуживания аппарата во избежание
потери гарантии и поломок.
ВНИМАНИЕ!
К техобслуживанию и чистке должны
допускаться только обученные
квалифицированные специалисты.
Аппарат необходимо отключить от
электросети (вынуть вилку из сетевой
розетки!). Затем до выполнения
техобслуживания или ремонта необходимо
подождать около 5 минут для разрядки
всех конденсаторов, иначе возможно
поражение электрическим
током.
Модуль охлаждения
- Проверьте уровень жидкости и защиту от
замерзания, при необходимости, долейте
охлаждающую жидкость.
- Слейте охлаждающую жидкость из модуля
охлаждения и сварочных шлангов. Удалите
грязь из бака и охлаждающих шлангов,
промойте их чистой водой. Заполните
систему новой охлаждающей жидкостью.
Аппарат поставляется заправленным
охлаждающей жидкостью, состоящей из
пропан-2-ола (23%) и деминерализованной
воды (77%), и не замерзающей при
температуре до -9°C. (№ по каталогу см. в
перечне запасных частей
).
Блок питания
- По мере необходимости выполняйте
продувку чистым сухим сжатым воздухом
для чистки лопастей вентилятора и
элементов охлаждающего трубопровода.
- Обученные квалифицированные
специалисты должны проводить осмотр и
чистку не реже одного раза в год.
 Loading...
Loading...





