127
Управляющие сигналы с TIG горелки подаются на
аппарат через круглый 7-полюсный разъем (7).
После того, как штекер установлен в разъем,
зафиксируйте его, повернув по часовой стрелке.
Подключите газовый шланг к быстроразъемному
соединению.
ЭЛЕКТРОДЫ С ПОКРЫТИЕМ: На упаковке
электродов указана их полярность. Держатель
электродов следует подключать в соответствии с
данной маркировкой к отрицательному или
положительному разъему аппарата.
Подключение модуля водяного охлаждения
Закрепите модуль охлаждения с помощью
крепежных узлов (10) под аппаратом. Подключите
4-полюсную розетку (11) к соответствующему
разъему аппарата (12). Подключите водяной шланг
на горелке с водяным охлаждением к
быстроразъемному соединению (13) (синяя
маркировка), а обратный шланг – к
быстроразъемному соединению (14) (красная
маркировка).
При поставке аппарата с отдельным модулем
охлаждения горелки
необходимо следить за
уровнем охлаждающей жидкости с помощью
указателя уровня (8). Доливка охлаждающей
жидкости выполняется через заливную горловину
(9).
Подключение держателя электродов для сварки
MMA
Держатель электродов и кабель обратного тока
подключаются к положительному разъему (5) и
отрицательному разъему (4). При выборе
полярности соблюдайте указания поставщика
электродов.
Подключение педального устройства
управления
Педальное устройство
управления подключается
при помощи 7-полюсной розетки (7) либо 8-
полюсной розетки (15), в зависимости от типа
устройства.
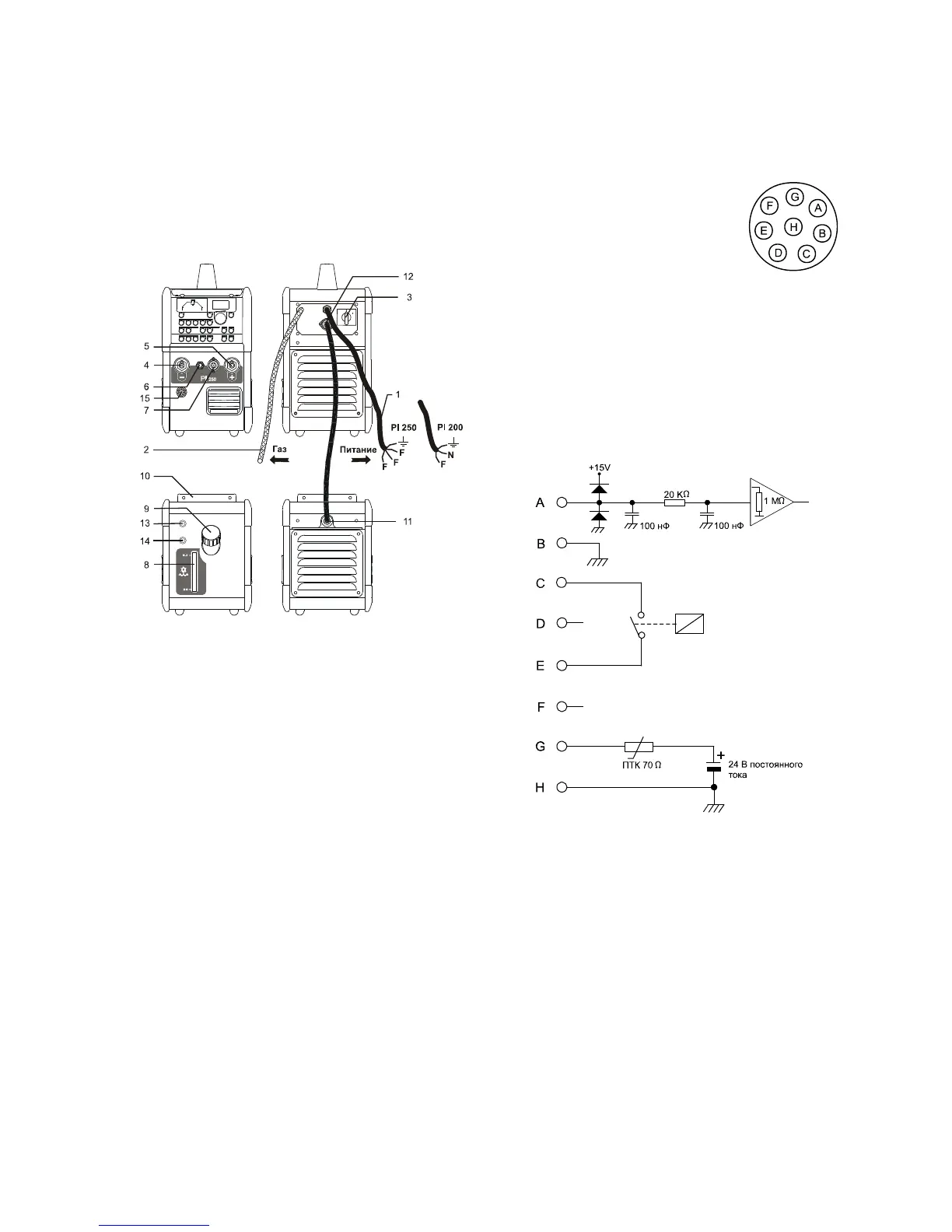
Подключение дистанционного управления
С аппаратами PI, оснащенными 8-полюсным
интерфейсом управления (15), можно работать с
помощью дистанционного управления или
сварочного робота. Розетка для подключения
дистанционного управления оснащена полюсами
для выполнения следующих функций:
A: Входной сигнал для сварочного
тока: от 0 до + 10
В, входное
сопротивление: 1 МОм.
B: Сигнальное заземление.
C: Определение дуги – контакт
реле (максимум 1 А), полностью изолированный.
D: Не подсоединенный.
E: Определение дуги – контакт реле
(максимум 1 А), полностью изолированный.
F: Не подсоединенный.
G: Питание +24 В постоянного тока. Защита от
короткого замыкания с помощью ПТК-
термистора (максимум 50 мА).
H: Заземление источника питания.
Использование аппарата
При проведении сварочных работ происходит
нагрев некоторых элементов аппарата, которые
охлаждаются во время перерывов в работе.
Необходимо исключить уменьшение или
прекращение расхода жидкости.
Если используются повышенные значения
сварочных токов, необходимо предусмотреть
периоды охлаждения.
Длительность периодов охлаждения зависит от
установленного тока, и во время охлаждения
аппарат не следует выключать
. Если
предусмотренные периоды охлаждения будут
недостаточно длительными, защита от перегрева
автоматически остановит процесс сварки, и
загорится желтый индикатор на передней панели.
После того, как аппарат достаточно охладится,
желтый индикатор погаснет, при этом аппарат будет
готов к работе.
 Loading...
Loading...





