130
Баланс времени при сварке переменным
током
Регулировка функции очистки при сварке
TIG переменным током алюминия и его сплавов.
Эта функция основана на балансе времени между
положительным и отрицательным полупериодами.
Допускается регулировка длительности
отрицательного полупериода в пределах от 20 до
80%.
Регулировка продолжается до достижения
определенной зоны очищения вокруг сварочной
ванны. При форсированном сдвиге в 100%
аппарат будет выполнять один «предварительный
нагрев» при положительной полярности, а затем
обычную непрерывную сварку при отрицательной
полярности. Эта функция обеспечивает
«очищение» материала во время начала сварки.
Частота переменного тока
Для сварки TIG частота переменного тока
регулируется в
диапазоне от 25 до 150 Гц.
Сварка TIG на низких частотах увеличивает
тенденцию увеличения конца вольфрамового
электрода, сформированного в виде шарика.
Увеличение частоты снижает такую тенденцию.
Для сварки MMA частота переменного тока
регулируется в диапазоне от 25 до 100 Гц.
Форсированное выставление частоты в ноль при
MMA сварке изменяет полярность электрода (+/–),
что исключает необходимость смены зажима
электрода
и кабеля заземления.
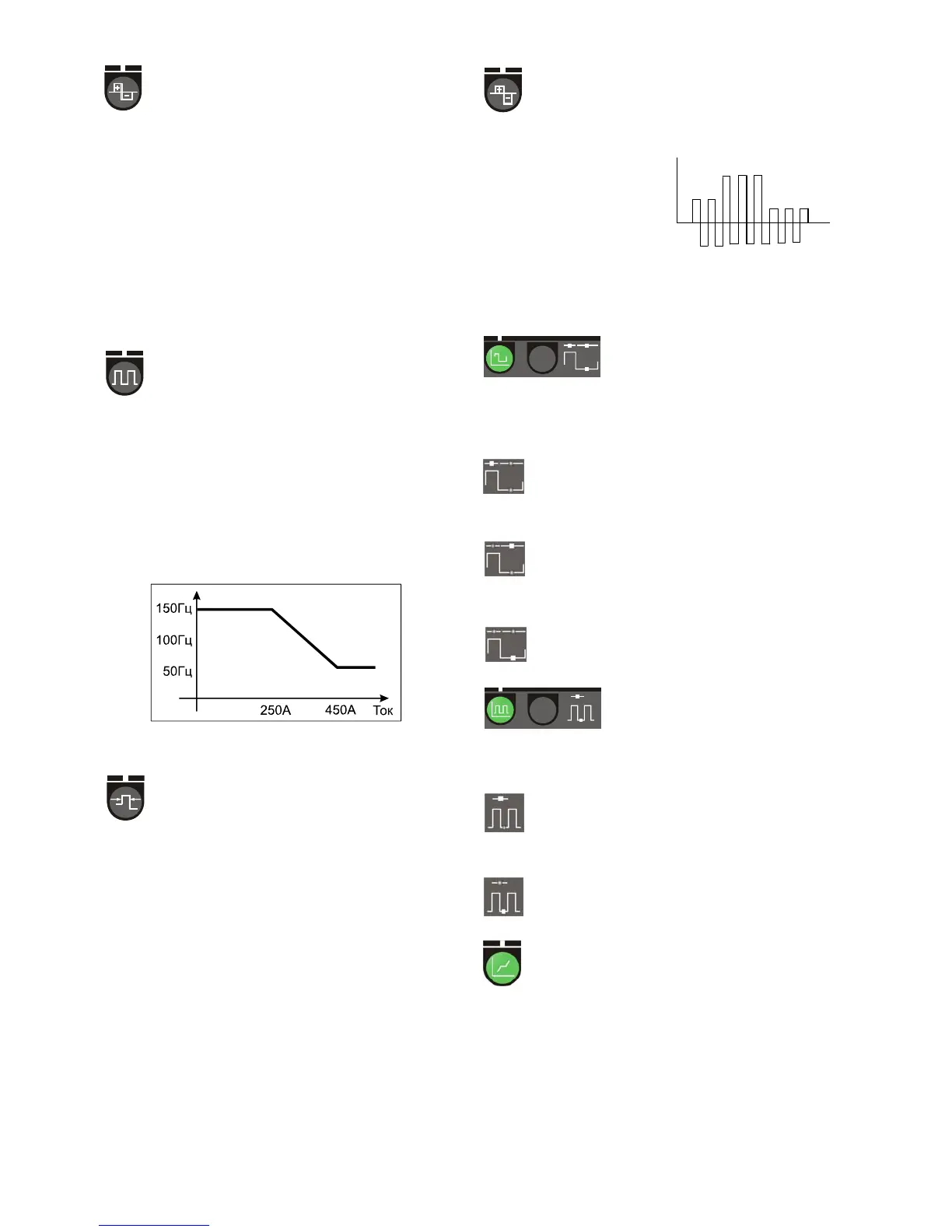
Наибольшая частота переменного тока в
зависимости от сварочного тока
Предварительный нагрев электрода
Продолжительность периода
предварительного нагрева зависит от
диаметра электрода и угла наклона электрода, а
также от размера шарика на конце электрода.
Регулируется в промежутке от 1 до 15, 1
соответствует минимальному времени, 15 –
максимальному времени предварительного
нагрева. Если этот период слишком короткий,
вспомогательная дуга погаснет вскоре после
зажигания. При слишком длительном периоде
увеличивается конец вольфрамового электрода,
сформированного в виде шарика.
Баланс тока при сварке переменным
током, на основе силы тока
Данная функция также предназначена для
регулировки зоны очищения при сварке TIG
переменным током.
Данный баланс основан на
соотношении силы тока в
положительный период к
силе тока в отрицательный
период. Уменьшение
значения тока очищения
в
положительный период
может увеличивать срок
службы вольфрамового электрода. Регулируется в
промежутке от 30 до 170%.
Медленный импульс
(TIG DC и TIG AC)
Применяется для выбора
медленных импульсов. Импульсный ток равен
установленному значению тока. Допускается
регулировка:
Время импульса
Регулируется в промежутке от 0,01 до
10 секунд при постоянном и переменном
токе с шагом 0,01 с.
Время паузы
Регулируется
в промежутке от 0,01 до
10 секунд при постоянном и переменном
токе с шагом 0,01 с.
Базовый ток
Регулируется в промежутке от 10 до 90%
импульсного тока.
Быстрый импульс
Применяется для выбора
быстрых импульсов.
Импульсный ток равен выставленному току.
Допускается регулировка:
Частота импульса
Регулировка допускается только при
сварке постоянным током. Регулируется в
промежутке
от 25 до 523 Гц.
Базовый ток
Регулируется в промежутке от 10 до 90%
импульсного тока.
Synergy PLUS
TM
(только TIG DC)
Во время сварки аппарат постоянно
автоматически регулирует все параметры
импульсов, если кодировщик установил пиковый
сварочный ток.
100% 150% 50%
 Loading...
Loading...





