59
TIG svetsning
TIG svetsning
Parametrarna kan ställas in med hjälp av
vridknappen, när de visas i displayen. Tryck
på knappen, tills den relevanta parameter är vald.
Gasförströmning/Pre-flow [s]
Gasförströmningstiden är tiden, från det att
brännaravtryckaren aktiveras, och
gasströmningen startar, tills HF-tändningen kopplas
in, eller brännaren kan lyftas bort från ämnet, när
LIFTIG används. Tiden kan ställas in mellan 0 och
10 sekunder.
Startström [A%]
Efter att ljusbågen är etablerad, reglerar
maskinen svetsströmmen till det värdet,
som är angivet med denna parameter. Start-
strömmen ställs in som en procentdel av svets-
strömmen och är variabel mellan 1-200% av svets-
strömmen. Observera att ett strömvärde på högre än
100% genererar en startström, som är högre än
svetsströmmen.
Slope-up [s]
När ljusbågen är etablerad, går svets-
processen in i slope-up-fasen, där svets-
strömmen ökas från det värde, som är vald som start-
ström, till den önskade svetsströmmen. Varaktigheten
av denna fas är strömstigningstiden. Tiden kan ställas
in mellan 0 och 20 sekunder i steg om 0,1 sek.
Sekundär strömnivå
Variabel från 10 till 200% av svetsströmmen.
Denna funktion är endast aktiv i fyr-takt. Det
är möjligt att välja sekundär strömnivå under svetsning
genom att snabbt trycka in och släppa brännar-
avtryckaren (under 0,3 sek. tryckning). Observera att
ett strömvärde på mer än 100% genererar en
sekundär ström, som är högre än svetsströmmen.
Slope-down [s]
När svetsningen stoppas med brännar-
avtryckaren, går maskinen in i slope-down-
fasen. I loppet av denna fas sänks strömmen från den
inställda svetsströmmen till slutströmmen. Det är
varaktigheten av denna fas, som ställs in som
ström-
sänkningstiden. Tiden kan ställas in mellan 0 och
20 sekunder i steg om 0,1 sek.
Slutström [A%]
Strömsänkningsfasen avslutas, när ström-
styrkan har fallit till slutströmmen. Det är i
fyr-takt möjligt att fortsätta i slutströmmen, tills
brännaravtryckaren släpps. Slutströmmen ställs in
som en procentdel mellan 1 och 90% av den inställda
svetsströmmen.
Gasefterströmning / Post-flow [s]
Gasefterströmningstiden är tiden, från det att
ljusbågen slocknar, tills gastillförseln avbryts.
Tiden kan ställas in mellan 0 och 20 sekunder.
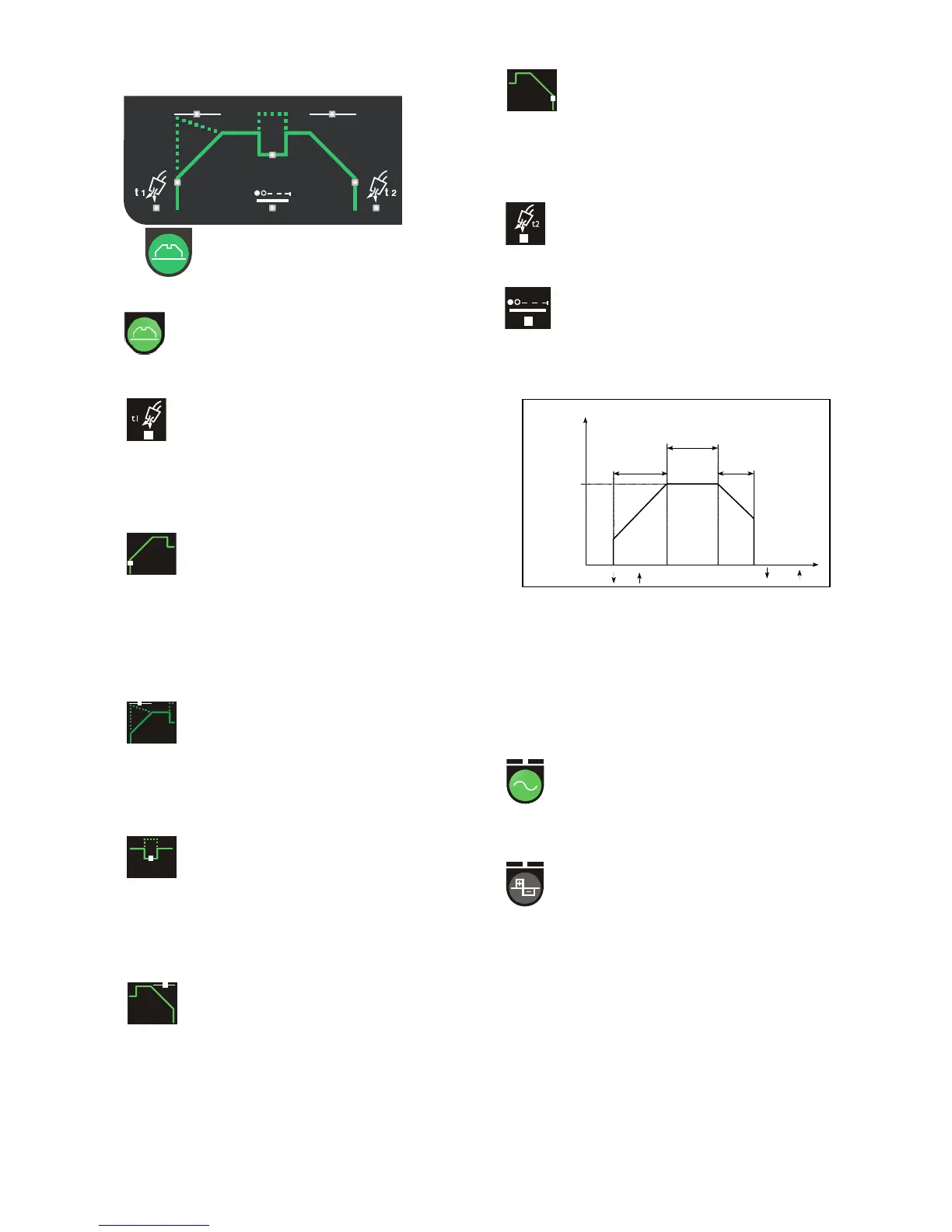
Punktsvetstid
Punktsvetstiden i TIG är tiden, från det att
strömstigningen är avslutad, tills ström-
sänkningen påbörjas. Punktsvetstiden är därför den
tid, som det svetsas med den inställda strömmen.
Ljusdioden blinkar, när funktionen är aktiv.
Inställd
svetsström
Slope-up
punkt-
svetstid
Slope-down
tid
ström
tryck ned ( ) / op ( )
Tiden skall ställas in, innan ljusbågen tänds. Genom
att släppa svetsbrännarens avtryckare är det möjligt
att avbryta punktsvetstiden. Tiden kan ställas in
mellan 0,01-20 sek. i steg om 10msek. upp till 0,5 sek.
och i steg om 0,1 sek. över 0,5 sek. Funktionen är
frånkopplad när tiden är intälld till 0 sek. Under
häftsvetsning kan tiden ställas in från 0,01 sek. till
2,5 sek. (se TIG-A-TACK).
Strömtyp
Används till val av AC (svetsning med växel-
ström). Vid TIG svetsning används växelström
till svetsning av aluminiumlegeringar. Övriga material
svetsas med likström.
AC-t-balans, tidsbaserat, (TIG)
Med denna funktion inställs rensverkningen vid
TIG-svetsning med växelström (svetsning av
aluminiumlegeringar). Funktionen är en tidsbaserad
balans mellan den positiva och den negativa halv-
perioden. Man kan reglera mellan 20 och 80%, då %-
angivelsen är baserad på den negativa halvperiodens
andel av periodtiden. Balansen regleras således, att
där finns en passande renszon omkring smältbadet.
Genom att öka balansen till 100% uppnås en
förvärmefunktion i positiv polaritet efterföljt av en
standard svetsning i negativ polaritet. Denna funktion
används till att ”rensa” materialet vid starten av en
svetsning.
 Loading...
Loading...





